 Angličtina
Angličtina 中文简体
中文简体Hlubotiskový stroj pro materiály na povrchovou úpravu desek na bázi dřeva: Kompletní technický a nákupní průvodce
Co je hlubotiskový stroj pro materiály na povrchovou úpravu desek na bázi dřeva?
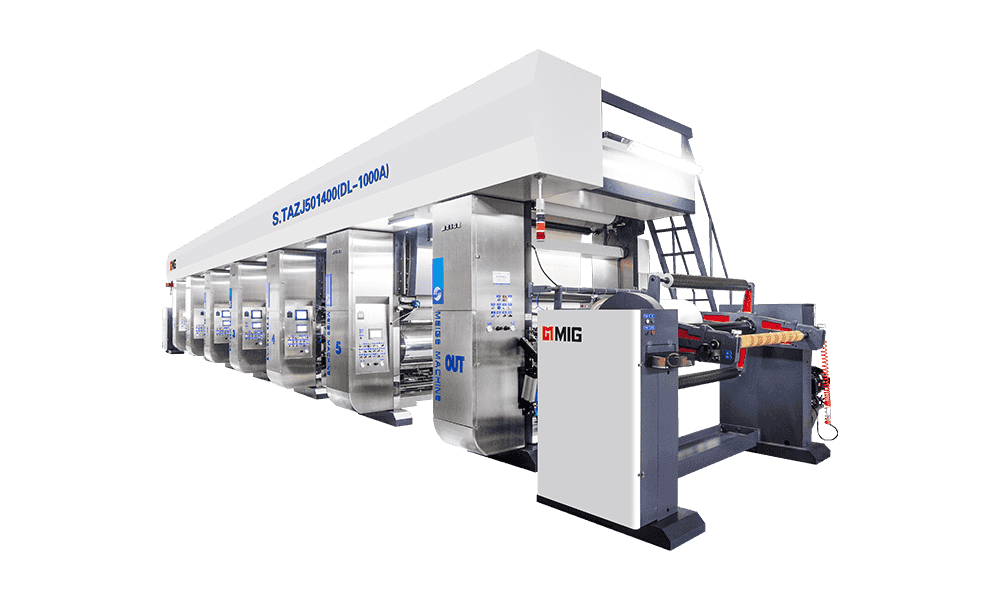
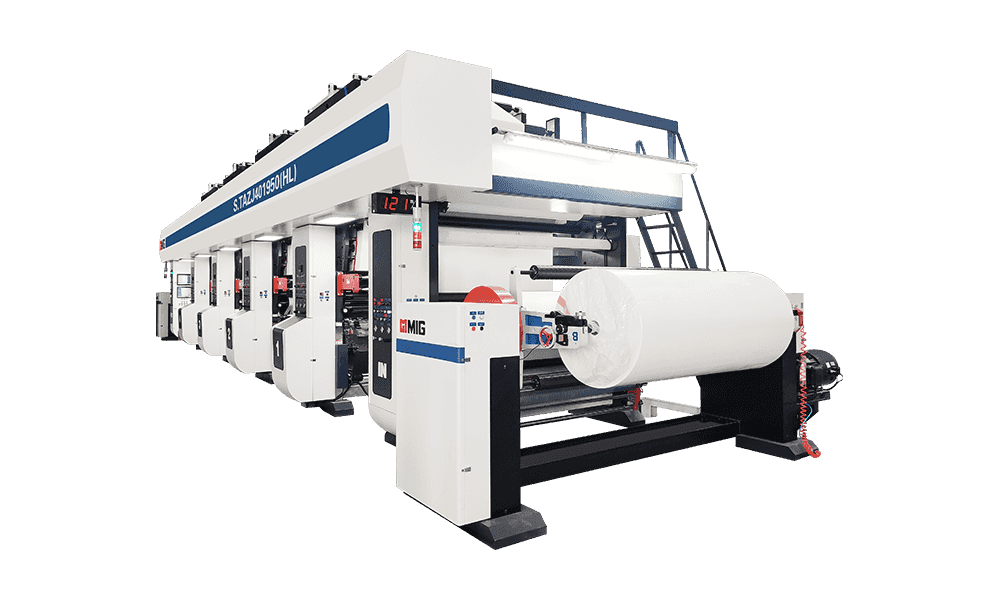
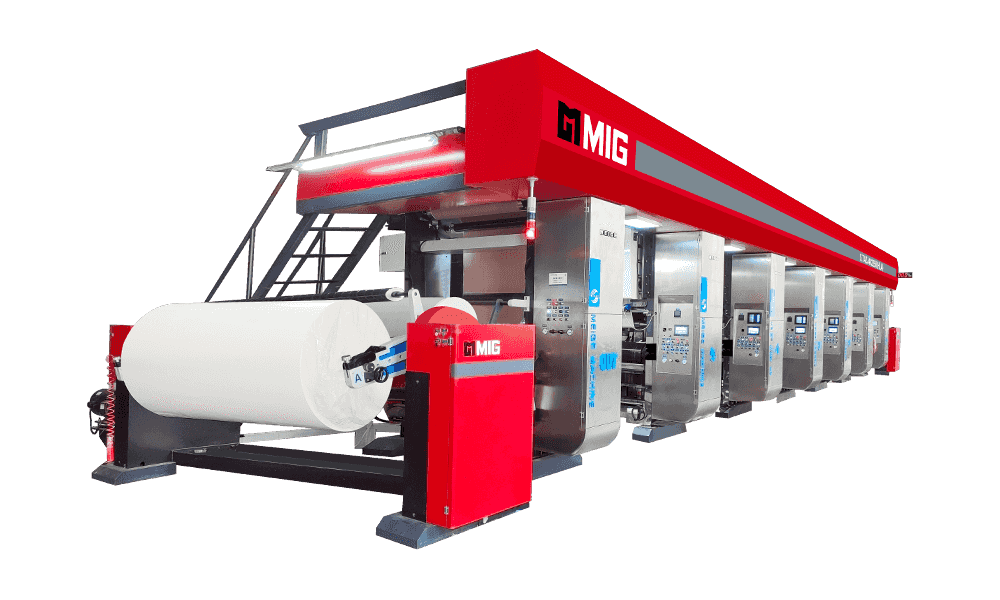
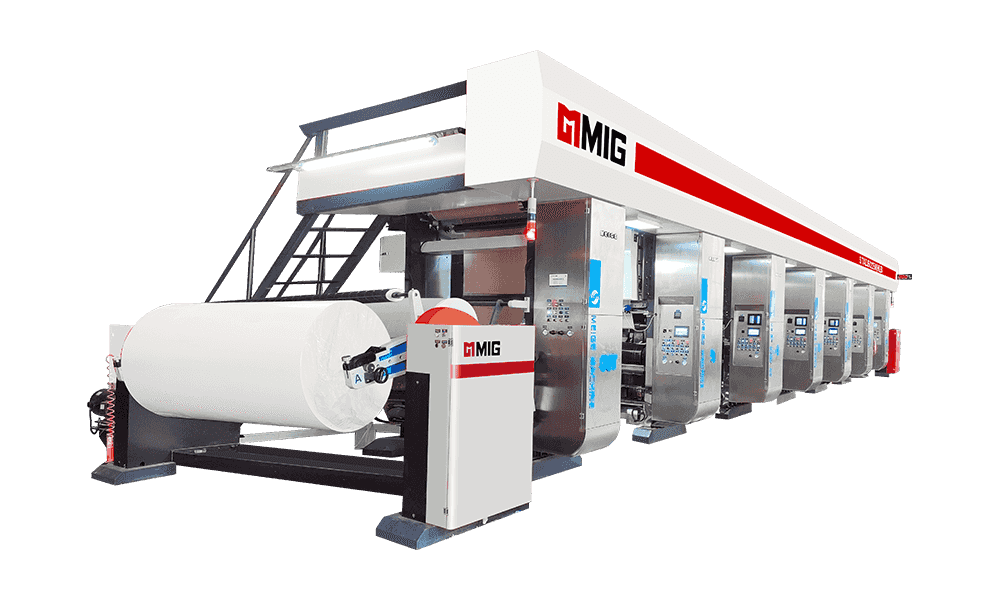
Hlubotiskový stroj na dokončovací materiály na deskách na bázi dřeva je specializovaný průmyslový lis určený k přenosu dekorativních vzorů s vysokým rozlišením – kresby dřeva, textury kamene, abstraktní geometrie, plné barvy – na papírové, filmové nebo fóliové substráty, které se následně používají k povrchové úpravě panelů, jako jsou MDF, dřevotřískové desky, překližky a HPL (vysokotlaký laminát). Na rozdíl od hlubotisku v obalovém nebo publikačním sektoru je toto zařízení navrženo speciálně pro požadavky průmyslu nábytku, podlah a interiérových dekorací, kde přesnost soutisku, barevná hloubka a opakující se délka konzistence přímo souvisí s vizuální kvalitou hotových panelů na spotřebitelské úrovni.
Substráty zpracované na těchto strojích – typicky dekorativní základní papír, impregnovaný papír, PVC fólie, PET fólie a separační papír potažený melaminem – se dále stávají vizuální povrchovou vrstvou laminátových podlahových prken, nábytkových desek, panelů kuchyňských skříněk, obkladů stěn a dveřních plášťů. Hlubotiskový válec gravíruje design v hloubkách několika mikronů a přenáší inkoust s výjimečnou konzistencí napříč šířkami pásu, které běžně dosahují 1 600 až 2 200 mm a při provozních rychlostech, které mohou na moderních strojích přesáhnout 200 metrů za minutu. Tato kombinace měřítka, rychlosti a rozlišení dělá z hlubotisku dominantní technologii tisku pro výrobu dekorativních panelových dokončovacích materiálů po celém světě.
Jak funguje proces hlubotisku pro dekorativní panelové papíry
Pochopení mechaniky procesu hlubotisku pomáhá vysvětlit, proč je tak vhodný pro výrobu materiálů pro konečnou úpravu desek na bázi dřeva – a proč jsou požadavky na kvalitu kladené na stroj tak náročné.
Hlubotiskový válec a buněčná struktura
Jádrem každého hlubotiskového lisu je rytý válec. V dekorativním tisku na papír jsou válce obvykle vyrobeny z ocelového jádra s měděnou povrchovou vrstvou, která je vyryta – buď elektromechanickým stylusem nebo laserem – za účelem vytvoření milionů mikroskopických buněk. Každá buňka obsahuje přesný objem inkoustu, který je určen hloubkou a plochou buňky. Mělčí, menší buňky přenášejí méně inkoustu a vytvářejí světlejší tóny; hlubší, větší buňky přenášejí více inkoustu a vytvářejí hustší barvy. U vzorů kresby dřeva, které vyžadují extrémně jemné tónové přechody, aby vypadaly realisticky, musí být geometrie buňky vyryta s tolerancemi měřenými v jednociferných mikronech. Po gravírování je měděný povrch pochromován na tvrdost, která mu umožňuje odolat otěru rakle na milionech metrů podkladu bez měřitelného opotřebení.
Ink Transfer, Doctor Blade a Impression Roller
Při provozu se hlubotiskový válec otáčí částečně ponořený v inkoustovém žlabu a zaplavuje všechny vyryté buňky inkoustem. Kalená ocelová nebo kompozitní stěrka – držená pod přesným úhlem a kontaktním tlakem – pak otře povrch válce dočista a inkoust zůstane pouze uvnitř vyrytých buněk. Když pás substrátu prochází styčným bodem mezi hlubotiskovým válcem a otiskovacím válcem potaženým pryží, otlačovací válec přitlačí substrát pevně do kontaktu s povrchem válce, což umožňuje kapilární působení a tlak vytáhnout inkoust z buněk a přenést jej na substrát. Tlak otiskovacího válce, tvrdost (tvrdost pryže) a stav povrchu jsou kritické proměnné, které přímo ovlivňují rovnoměrnost přenosu barvy po celé šířce pásu.
Vícebarevný tisk a kontrola registru
Realistické návrhy textury dřeva a kamene obvykle vyžadují čtyři až osm barevných stanic, z nichž každá tiskne jinou vrstvu inkoustu, která vytváří konečný design pomocí separace barev. Pás prochází každou tiskovou stanicí postupně a registrace mezi stanicemi – jak přesně je každá barevná vrstva zarovnána s předchozí – musí být zachována v rozmezí ±0,1 mm nebo těsněji, aby se zabránilo barevným haluzám nebo rozmazání, které by způsobilo nerealistický vzhled vzoru. Moderní hlubotiskové stroje na dekorativní papír používají systémy řízení registru s uzavřenou smyčkou, které nepřetržitě monitorují tištěné značky pomocí kamerových senzorů a provádějí v reálném čase mikroúpravy napětí pásu a fáze válce pro kompenzaci roztažení a tepelné roztažnosti substrátu.
Klíčové strojní součásti a jejich funkce
Hlubotiskový stroj pro dokončovací papír na deskách na bázi dřeva je komplexní systém vzájemně propojených subsystémů. Výkon celého stroje je jen tak dobrý, jak dobrý je výkon nejslabší součásti v řetězu. Zde je rozpis hlavních funkčních systémů a toho, co každý přispívá ke kvalitě tisku a efektivitě produkce:
| Komponenta | Funkce | Kritický výkonový parametr |
| Uvolněte / Splicer | Podává pás substrátu z role; umožňuje nepřetržitou výměnu rolí | Kvalita spoje, konzistence napětí při odvíjení |
| Systém napínání přívodu | Vytváří a udržuje stabilní napětí pásu při vstupu do tiskových stanic | Rovnoměrnost napětí, rychlost odezvy tanečního válce |
| Print Station (za barvu) | Přenáší jednu vrstvu barvy přes hlubotiskový válec, stěrku a otiskovací válec | Rovnoměrnost otiskovacího tlaku, kontaktní úhel stíracího nože, kontrola viskozity inkoustu |
| Jednotka sušení / vytvrzování | Odpařuje rozpouštědlo nebo vytvrzuje UV inkoust mezi tiskovými stanicemi a za nimi | Konzistence teplotního profilu, rovnoměrnost proudění vzduchu, účinnost regenerace rozpouštědla |
| Registrovat kontrolní systém | Monitoruje a opravuje zarovnání barev v reálném čase | Rozlišení kamery, doba odezvy korekce, tolerance registru |
| Systém cirkulace inkoustu | Udržuje viskozitu inkoustu, teplotu a přívod do každé tiskové stanice | Stabilita viskozity (±1 sekunda DIN4), regulace teploty (±1°C) |
| Webový naváděcí systém | Udržuje boční polohu pásu v tiskových stanicích | Přesnost boční korekce (±0,5 mm nebo lepší) |
| Převíjení / Slitter | Navíjí hotový potištěný pás na výstupní válce; může zahrnovat rozřezání na šířku | Konzistence tvrdosti válečku, kvalita hran řezaných válečků |
Typy substrátů tištěných na dekorativních deskových hlubotiskových lisech
Rozsah substrátů zpracovávaných na hlubotiskových strojích pro dokončovací materiály na bázi dřeva je širší, než si mnozí mimo průmysl uvědomují. Každý typ substrátu má odlišné vlastnosti, které ovlivňují nastavení stroje, chemii inkoustu, požadavky na sušení a řízení napětí.
Dekorativní základní papír
Dekorativní základní papír – také nazývaný dekorační papír nebo krycí papír – je nejrozšířenějším potištěným substrátem v tomto sektoru. Jedná se o speciálně vyrobený papír s vysokou neprůhledností, řízenou porézností a rozměrovou stálostí, typicky v gramážích 60 až 130 g/m². Po hlubotisku je tento papír impregnován melaminovou nebo močovinoformaldehydovou pryskyřicí a lisován na MDF nebo dřevotřískové substráty za tepla a tlaku, aby se vytvořil konečný povrch panelu. Papír musí přijímat hlubotiskové barvy na bázi rozpouštědla s vysokou rovnoměrností absorpce, aby byla zajištěna barevná konzistence; změny v poréznosti papíru přes šířku pásu se přímo promítají do změn hustoty tisku, které jsou viditelné na finálním laminovaném panelu.
Dekorativní fólie z PVC
PVC fólie je široce používána jako dokončovací materiál pro nábytkové komponenty, dveřní panely a aplikace pro balení profilů. Hlubotisk na PVC fólii vyžaduje inkoustové systémy formulované speciálně pro měkčené PVC, aby se zabránilo migraci inkoustu v průběhu času – což je jev, kdy změkčovadla v PVC migrují do vrstvy inkoustu, což způsobuje barevný posun a ztrátu adheze po dobu životnosti produktu. PVC fóliové substráty jsou také citlivější na teplo než papír a vyžadují pečlivé řízení teplot sušení a rychlosti pásu, aby se zabránilo tepelné deformaci.
PET a OPP fólie
Polyesterové (PET) a orientované polypropylenové (OPP) fólie se používají pro vysoce výkonné dokončovací aplikace, kde je vyžadována větší odolnost proti vlhkosti, otěru a chemikáliím ve srovnání s PVC nebo papírem. Tyto fólie mají velmi nízkou povrchovou energii a vyžadují koronovou úpravu inline nebo před tiskem, aby se zvýšila povrchová energie na úroveň dostatečnou pro adhezi inkoustu. Hlubotisk na PET a OPP také vyžaduje přesné řízení napětí, protože tyto fólie mají nízkou tažnost při přetržení a jsou náchylné k přetržení pásu, pokud špičky napětí překročí pevnost fólie v tahu.
Impregnovaný papír a snímatelná vložka
Některé konfigurace hlubotisku v tomto sektoru tisknou na předimpregnované papíry – papír, který již byl částečně nasycen pryskyřicí – nebo na silikonové separační fólie používané v procesech laminace s krátkým cyklem. Tyto substráty představují další výzvy: impregnované papíry mají sníženou absorpci inkoustu ve srovnání se základním papírem díky pryskyřici vyplňující póry vlákna, což vyžaduje upravené složení inkoustu s upravenými profily schnutí, zatímco snímatelné krycí vrstvy vyžadují speciální strategie adheze inkoustu kvůli nízkoenergetickému silikonovému povrchu.
Inkoustové systémy používané v hlubotisku pro papíry pro úpravu panelů
Chemie inkoustu použitá v a hlubotiskový stroj pro dokončovací materiály na deskách na bázi dřeva musí splňovat požadavky, které jdou daleko za barevný vzhled. Inkoust se stává trvalou složkou hotového panelového produktu a musí odolat podmínkám následného zpracování – impregnaci pryskyřicí, vysokoteplotním laminovacím lisovacím cyklům, povrchovému opotřebení – bez posunu barvy, krvácení nebo delaminace.
Hlubotiskové inkousty na bázi rozpouštědla
Rozpouštědlové inkousty zůstávají dominantní chemií pro dekorativní papírový hlubotisk. Používají těkavá organická rozpouštědla – typicky toluen, ethylacetát nebo alkoholové směsi – jako nosné médium, která se rychle odpařují v sušících pecích mezi tiskovými stanicemi. Rozpouštědlové inkousty nabízejí vysoké rychlosti schnutí (umožňují vysoké rychlosti tisku), vynikající zatékání do hlubotiskových buněk (důležité pro reprodukci jemných detailů kresby dřeva) a silnou přilnavost k papírovým i filmovým substrátům. Primární nevýhodou je potřeba systémů regenerace rozpouštědel – tepelných oxidačních zařízení nebo jednotek pro adsorpci aktivního uhlíku – k zachycování a neutralizaci emisí VOC, aby byly v souladu s environmentálními předpisy.
Hlubotiskové inkousty na vodní bázi
Hlubotiskové barvy na vodní bázi se používají v zařízeních s přísnými limity emisí rozpouštědel nebo tam, kde výroba papírových substrátů pro aplikace v blízkosti potravin vyžaduje zpracování bez rozpouštědel. Inkousty na vodní bázi vyžadují vyšší spotřebu energie pro sušení než inkousty s rozpouštědlem, protože voda má mnohem vyšší výparné teplo, což znamená, že sušicí pece musí běžet tepleji a déle, aby bylo dosaženo ekvivalentního sušení při dané rychlosti lisu. To obvykle vede k 15–25% snížení maximální rychlosti lisu ve srovnání s ekvivalentními operacemi na bázi rozpouštědla. Formulace inkoustu pro hlubotisk na vodní bázi na dekorativní papír také vyžaduje pečlivé řízení pH a kontrolu pěny, aby se zabránilo tiskovým vadám.
Požadavky na kompatibilitu pryskyřice
Kritickým a často přehlíženým požadavkem na inkousty používané v hlubotisku na dekorativní panelový papír je kompatibilita s impregnačními pryskyřicemi aplikovanými po proudu. Když je potištěný dekorační papír impregnován melaminovou pryskyřicí, musí pryskyřice proniknout skrz natištěné vrstvy inkoustu, aniž by způsobovala rozpouštění barvy, rozpouštění inkoustu nebo ztrátu adheze mezi inkoustem a vlákny papíru. Výrobci inkoustů formulují dekorativní papírové hlubotiskové inkousty s pojivovými systémy kompatibilními s pryskyřicí, které zůstávají nedotčené během procesu impregnace a lisování. Zpracovatelé by měli vždy otestovat nové složení inkoustu se specifickými pryskyřičnými systémy používanými v jejich následné impregnační lince, než se pustí do plné výroby.

Možnosti konfigurace stroje pro různé výrobní požadavky
Hlubotiskové stroje pro dokončovací materiály na deskách na bázi dřeva jsou k dispozici v několika konfiguračních formátech, z nichž každý je optimalizován pro různá měřítka výroby, typy substrátů a úrovně složitosti návrhu. Výběr správné konfigurace je rozhodnutí o kapitálové investici s dlouhodobými důsledky pro flexibilitu výroby a ekonomiku jednotky.
In-line vícebarevné lisy
In-line konfigurace umisťuje všechny tiskové stanice v horizontální sekvenci, přičemž pás se pohybuje od odvíjení přes každou barevnou stanici až po převíjení v jediné souvislé dráze. Toto je nejběžnější konfigurace pro velkoobjemový tisk na dekorativní papír se čtyřmi až osmi barvami. In-line tiskové stroje nabízejí nejvyšší produkční rychlosti (až 250 m/min na moderních strojích), nejpřísnější kontrolu registru a nejlepší vhodnost pro automatizované systémy správy barev, protože dráha pásu je lineární a předvídatelná. Kompromisem je fyzická stopa stroje — 8barevný in-line hlubotisk na dekorativní papír může být dlouhý 40–60 metrů, což vyžaduje značnou podlahovou plochu v tiskárně.
Konfigurační lisy věže (stack).
Hlubotiskové lisy s věžovou konfigurací stohují tiskové stanice vertikálně, čímž snižují půdorysný prostor stroje při zachování schopnosti více barev. Častěji jsou k vidění v zařízeních, kde je omezený podlahový prostor nebo kde výrobní mix zahrnuje kratší série více konstrukcí, které vyžadují časté výměny válců. Vertikální dráha pásu může představovat další výzvy pro řízení napětí a správu registru ve srovnání s konfigurací in-line, ale moderní systémy servopohonu tyto problémy do značné míry řeší u prvotřídních věžových lisů.
Kombinované hlubotiskové a potahovací linky
Mnoho výrobců dokončovacích materiálů pro panely na bázi dřeva investuje do kombinovaných linek, které integrují hlubotiskové stanice s inline nanášecími zařízeními – obvykle pro nanášení základních nátěrů, bariérových nátěrů nebo vrchních laků ve stejném pásovém průchodu jako tisková operace. Tato konfigurace eliminuje potřebu samostatného nanášení, snižuje manipulaci, dobu schnutí a riziko povrchové kontaminace mezi jednotlivými kroky zpracování. Kombinované linky jsou zvláště běžné při výrobě materiálů pro konečnou úpravu panelů na bázi PVC a PET fólií, kde je kromě dekorativního tisku vyžadováno více funkčních povlakových vrstev.
Kritické parametry kvality v dekorativním deskovém hlubotisku
Normy kvality aplikované na materiály pro povrchovou úpravu desek s hlubotiskem jsou výrazně náročnější než normy pro mnoho jiných hlubotiskových aplikací, protože konečný vizuální výsledek je posuzován pod intenzivním dohledem ve formě velkého plochého povrchu panelu osvětleného ostrým světlem v showroomu nebo v domácím prostředí. Pro kontrolu jsou nejdůležitější následující parametry kvality:
- Hustota a konzistence barvy: Kolísání barev ΔE napříč šířkou pásu a podél směru stroje by mělo být udržováno v rámci ΔE ≤ 1,5 (CIE Lab) pro prémiové třídy dekorativního papíru. Odchylky nad touto prahovou hodnotou se stanou viditelnými jako barevné pruhy nebo rozdíly ve stínování na ploše panelu. Konzistentní viskozita inkoustu a řízení teploty jsou primárními ovládacími prvky tohoto parametru.
- Přesnost registrace: U vícebarevných vzorů kresby dřeva a kamene musí být během výrobního cyklu zachován soutisk barev v rozmezí ±0,1 až ±0,2 mm. Posun registru nad tento rozsah vytváří viditelné barevné halo kolem prvků vzoru, které jsou okamžitě patrné na povrchu laminovaného panelu.
- Konzistence délky opakování vzoru: Obvod hlubotiskového válce určuje opakující se délku vzoru – typicky 630 mm až 1 250 mm pro dekorativní papírové vzory. Jakákoli změna délky opakování (způsobená kolísáním napětí nebo vůlí ložisek válců) vytváří nesoulad ve spojích mezi panely v aplikacích podlah nebo obkladů stěn, které jsou v instalovaném konečném produktu velmi viditelné.
- Pruhy na čepeli a chybějící tečky: Vady rakle – jemné souvislé čáry probíhající ve směru stroje – patří mezi nejčastější vady hlubotisku a mezi nejobtížnější úplně odstranitelné vady. Jsou způsobeny částicemi nebo ztvrdlými úlomky inkoustu zachycenými mezi ostřím čepele a povrchem válce. Primárními ovládacími prvky jsou pečlivá filtrace inkoustu, výběr materiálu čepele (ocel vs. kompozit vs. plast) a řízení tlaku při plnění lopatek.
- Úplnost zaschnutí inkoustu: Zbytkové rozpouštědlo v potištěném pásu – způsobené nedostatečným sušením mezi tiskovými stanicemi nebo po nich – vede k blokování (sousední vrstvy převinuté role slepené k sobě), přenosu barev na podkladové role a špatné adhezi barvy po následné impregnaci. Hladiny zbytkových rozpouštědel by měly být monitorovány inline nebo offline testováním rozpouštědel během výrobních cyklů.
- Povrchová kontaminace a nánosy: Prachové částice, papírová vlákna a zaschlé částice inkoustu, které dosedají na pás substrátu mezi tiskovými stanicemi, vytvářejí „hickey“ – malé kruhové defekty s chybějícím středem tisku obklopeným prstencem silného inkoustu. Standardy čistých prostor pro tiskové prostředí, účinné systémy čištění pásu a uzavřené zásobníky inkoustu minimalizují vady související s kontaminací.
Příprava hlubotiskového válce a gravírování vzorů dřeva
Hlubotiskový válec je jak nejdražším spotřebním materiálem v procesu hlubotisku na dekorativní papír, tak jedinou složkou, která nejpříměji určuje vizuální kvalitu konečného produktu. Pro výrobce materiálů pro povrchovou úpravu panelů na bázi dřeva představuje kvalita a řízení válců významný průběžný provozní náklad a konkurenční odlišení.
Digitalizace designu a separace barev
Vytvoření hlubotiskového válce pro návrh textury dřeva nebo kamene začíná digitální tvorbou s vysokým rozlišením. Vzorky přírodního dřeva nebo kamenné povrchy jsou naskenovány v rozlišení 600 až 1200 dpi nebo fotografovány za řízených světelných podmínek, aby byl zachycen celý tónový rozsah textury. Tento digitální soubor je poté zpracován pomocí softwaru pro separaci barev, který rozdělí návrh na počet vrstev inkoustu plánovaných pro tiskovou úlohu, přiřadí každou vrstvu konkrétní barevné stanici a vygeneruje soubory gravírovacích dat – jeden na válec – které budou řídit gravírovací stroj. Kvalita této separace barev přímo určuje, jak realisticky bude konečný vytištěný vzor vypadat na povrchu panelu.
Elektromechanické vs. laserové gravírování
Pro dekorativní papírové hlubotiskové válce se používají dvě technologie rytí. Elektromechanické gravírování využívá diamantový hrot poháněný servomotorem k fyzickému vyřezávání článků do povrchu měděného válce při frekvencích až 8 000 článků za sekundu – vytváří články s charakteristickým tvarem diamantu nebo V-drážky. Laserové gravírování využívá zaostřený vysoce výkonný laserový paprsek k odstranění materiálu z povrchu válce, čímž se vytvoří buňky se strmějšími stěnami a rozmanitějšími tvary, které mohou přesněji reprodukovat složité tónové gradienty. Laserem gravírované válce jsou obecně preferovány pro nejnáročnější dekorativní papírové aplikace – zejména pro reprodukci jemné mikrotextury přírodních struktur pórů dřeva – protože nabízejí větší flexibilitu geometrie buněk a jemnější tonální rozlišení.
Chromování a řízení životnosti válců
Po gravírování je povrch měděného válce pochromován na tvrdost podle Vickerse 900–1000 HV, čímž je vytvořen povrch odolný proti opotřebení, který odolá nepřetržitému otěru ocelové rakle na milionech metrů podkladu. Životnost válce před opětovným chromováním je obvykle 5–15 milionů metrů tisku, v závislosti na typu ostří, abrazivitě inkoustu a rychlosti tisku. Na konci životnosti jsou válce odchromovány, měděný povrch je zpětně vyleštěn a válec je znovu galvanicky pokoven a znovu vyryt pro další práci – díky čemuž jsou válce pro hlubotisk odpisovatelným aktivem, které je spravováno v rámci desítek výrobních cyklů po dobu jejich životnosti.
Automatizace a Integrace Průmyslu 4.0 v moderních hlubotiskových lisech na dekorativní papír
Nejnovější generace hlubotiskových strojů pro dokončovací materiály na bázi dřeva zahrnuje pokročilé funkce automatizace a integrace dat, které výrazně zlepšují efektivitu výroby, konzistenci kvality a sledovatelnost ve srovnání se stroji z doby před deseti lety.
- Automatické systémy správy barev (CMS): Inline spektrofotometry nebo denzitometry nepřetržitě měří hodnoty vytištěných barev po celé šířce pásu a automaticky upravují přívod inkoustu, viskozitu a otiskovací tlak tak, aby byla zachována cílová barva v rámci specifikace bez zásahu operátora. Moderní systémy CMS mohou dosáhnout stálosti barev v rámci ΔE ≤ 0,5 při stabilních výrobních sériích.
- Automatická regulace viskozity: Měřiče viskozity na každé inkoustové stanici nepřetržitě monitorují viskozitu inkoustu a automaticky přidávají rozpouštědlo nebo koncentrát inkoustu pro udržení cílové viskozity do ±0,5 sekundy (nádobka DIN4). To eliminuje ruční kontroly viskozity – hlavní zdroj barevných variací na méně automatizovaných strojích.
- Automatické nastavení přítlaku a úhlu nože: Servo-řízené systémy raklových čepelí umožňují nastavení tlaku čepele a kontaktního úhlu a jejich uložení jako parametry zakázky v řídicím systému lisu, což umožňuje opakovatelné nastavení od zakázky k zakázce bez ručního nastavování čepele. Některé pokročilé systémy také monitorují opotřebení kotouče a upozorní obsluhu, když je potřeba kotouč vyměnit.
- 100% inline detekce defektů: Kamerové systémy s vysokým rozlišením, které pracují při rychlosti tisku, skenují po celé šířce pásu tiskové vady – šmouhy, pruhy, chyby soutisku, chybějící tečky – a označují vadné části role automatickými značkovacími systémy, aby mohly být vyloučeny během následného zpracování. To eliminuje potřebu ruční kontroly rolí a zajišťuje, že vadný materiál neprojde do impregnačních a laminovacích linek.
- Monitorování OEE a integrace MES: Moderní řídicí systémy lisu zaznamenávají veškerá výrobní data – rychlost, napětí, teplotu, hodnoty barev, závady, příčiny prostojů – v reálném čase na platformy výrobního systému (MES), což umožňuje analýzu OEE (Overall Equipment Effectiveness), prediktivní plánování údržby a plnou sledovatelnost výroby od role substrátu až po dokončenou tiskovou roli.
Přední výrobci hlubotiskových lisů pro dokončovací materiály na dekorativní panely
Trh hlubotiskových strojů pro povrchové úpravy desek na bázi dřeva je obsluhován relativně malým počtem specializovaných výrobců tiskových strojů, z nichž většina má hluboké zkušenosti jak s technologií hlubotisku, tak se specifickými požadavky průmyslu dekorativních desek. Mezi nejznámější dodavatele v tomto odvětví patří následující společnosti:
- Bobst Group (Švýcarsko): Divize hlubotisku Bobst nabízí vysokorychlostní in-line lisy s pokročilými automatizačními systémy vhodnými pro tisk dekorativního papíru a fólií. Jejich Expert RS 6003 a související platformy jsou široce používány ve velkoobjemové výrobě dekoračního papíru.
- Windmöller & Hölscher (Německo): W&H vyrábí hlubotiskové stroje se silnými schopnostmi v oblasti flexibilních obalů a technických substrátů, s konfiguracemi přizpůsobitelnými pro dekorativní fólie a aplikace papíru.
- Cerutti Group (Itálie): Cerutti má dlouhou historii v publikačním a dekorativním hlubotisku s tiskovými platformami speciálně navrženými pro výrobu širokopásmového dekorativního papíru v nábytkářském a podlahovém průmyslu.
- Tiskové stroje Shaanxi Beiren (Čína): Jeden z předních čínských výrobců hlubotiskových zařízení pro sektor dekorativního papíru, který nabízí standardní i zakázkově konfigurované širokopásové stroje zaměřené na velký domácí čínský trh s dekorativními panely i na exportní zákazníky.
- UTECO Group (Itálie): UTECO vyrábí vysoce výkonné hlubotiskové stroje se silnými systémy soutisku a správy barev, s instalacemi v zařízeních pro tisk dekorativního papíru v Evropě, Asii a Americe.
Klíčové úvahy při investici do hlubotiskového lisu pro výrobu materiálu pro povrchovou úpravu panelů
Nákup hlubotiskového stroje pro výrobu dokončovacího materiálu na desku na bázi dřeva je jednou z největších kapitálových investic, kterou zpracovatel dekorativního papíru nebo fólie vynaloží. Před zadáním konkrétního stroje a dodavatele by se měla systematicky řešit následující hodnotící kritéria.
Požadavky na šířku a rychlost webu
Definujte maximální a minimální šířku substrátu, kterou potřebujete zpracovat, a rozsah typů substrátů (papír, PVC fólie, PET fólie) a gramáže, které budou zpracovávány. To určuje požadavky na mechanickou konstrukci otlačovacího válce, zatížení ložisek válce, kapacitu sušícího systému a rozsah regulace napětí pásu. Stroj určený pro jeden typ substrátu při jedné šířce a rychlosti vždy předčí obecnější konstrukci – ale stroj, který nedokáže pojmout celou vaši produktovou řadu, omezí budoucí růst.
Počet barevných stanic a složitost designu
Vyhodnoťte své současné a projektované portfolio návrhů a určete maximální počet barevných stanic, které budete reálně potřebovat. Přidání tiskové stanice ke stávajícímu stroji je na některých platformách možné, ale je vždy dražší a technicky náročnější než zadání správného počtu stanic v době původního nákupu. Většina operací hlubotisku s dekorativním papírem zjistila, že šest až osm barevných stanic poskytuje dostatečnou flexibilitu pro celou řadu vzorů kresby dřeva, kamene a abstraktních vzorů v typickém produktovém portfoliu.
Kompatibilita inkoustového systému a shoda s životním prostředím
Ujistěte se, že sušicí systém stroje – ať už se jedná o tepelnou regeneraci rozpouštědla, přímou oxidaci nebo UV vytvrzování – je kompatibilní s chemickým složením inkoustu, který hodláte používat, a je v souladu se současnými a očekávanými budoucími předpisy pro emise VOC ve vaší provozní jurisdikci. Dodatečné vybavení stávajících strojů v souladu s požadavky na životní prostředí je nákladné; Specifikace správné technologie sušení a regulace emisí při nákupu stroje je výrazně ekonomičtější.
Poprodejní podpora a dostupnost náhradních dílů
Hlubotiskový stroj, který má neplánované odstávky, je extrémně drahým aktivem nečinným. Vyhodnoťte pokrytí servisní sítě každého výrobce ve vašem regionu, typické dodací lhůty náhradních dílů pro kritické komponenty (otlačovací válce, držáky stíracích nožů, součásti sušícího systému, servopohony) a dostupnost funkcí vzdálené diagnostiky a podpory. Referenční návštěvy u stávajících zákazníků výrobce strojů ve vašem průmyslovém sektoru jsou nejspolehlivějším způsobem, jak zhodnotit skutečný výkon po prodeji, než se zavážete k nákupu.
Závěrečné úvahy o hlubotisku pro materiály na povrchovou úpravu desek na bázi dřeva
Hlubotiskový stroj zůstává definitivní technologií pro výrobu dekorativních papírových a filmových substrátů, které dávají panelům na bázi dřeva jejich vizuální identitu – kresby dřeva, textury kamene a dekorativní vzory, které spotřebitelé vidí každý den na svých podlahách, nábytku a vnitřních prostorech. Žádná jiná tisková technologie v současné době nekombinuje rozlišení, rychlost, schopnost šířky pásu a konzistenci inkoustu, které poskytuje hlubotisk ve výrobních měřítcích požadovaných globálním průmyslem zušlechťování panelů.
Jak se toto odvětví vyvíjí – s rostoucí poptávkou po kratších návrzích, rychlejších cyklech od návrhu k uvedení na trh a udržitelnějších systémech inkoustů a substrátů – výrobci hlubotiskových lisů a zpracovatelé dekorativního papíru se přizpůsobují prostřednictvím automatizace, integrace digitálních pracovních postupů a inovací chemie inkoustů. Pro výrobce materiálů pro konečnou úpravu desek na bázi dřeva, kteří vyhodnocují svou strategii tiskové technologie, je důkladné porozumění možnostem hlubotisku, parametrům kvality a investičním úvahám nezbytným základem pro rozhodování, které bude utvářet jejich výrobní konkurenceschopnost na příští desetiletí a dále.

kategorie produktů
Doporučené novinky
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Vysvětlení inspekčního převíjecího stroje: Jak to funguje a na co se zaměřit při nákupu
2026-05-26Jak vlastně funguje hlubotiskový stroj pro materiály na povrchovou úpravu desek na bázi dřeva (a proč na tom záleží)
Doporučené produkty
Rozmanitost modelů pro splnění rozvojových potřeb různých regionů světa.



Napište nám hned teď!
Rychlé odkazy
produkty
Kontaktujte nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, vesnice Qingke, ulice Jincheng, okres Lin'an, město Hangzhou, provincie Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Ochrana osobních údajů
Ochrana osobních údajů