 Angličtina
Angličtina 中文简体
中文简体Hlubotiskový stroj na dekorativní papír: Tipy, triky a co musíte vědět
Co způsobuje, že stroj na hlubotisk na dekorativní papír tiká?
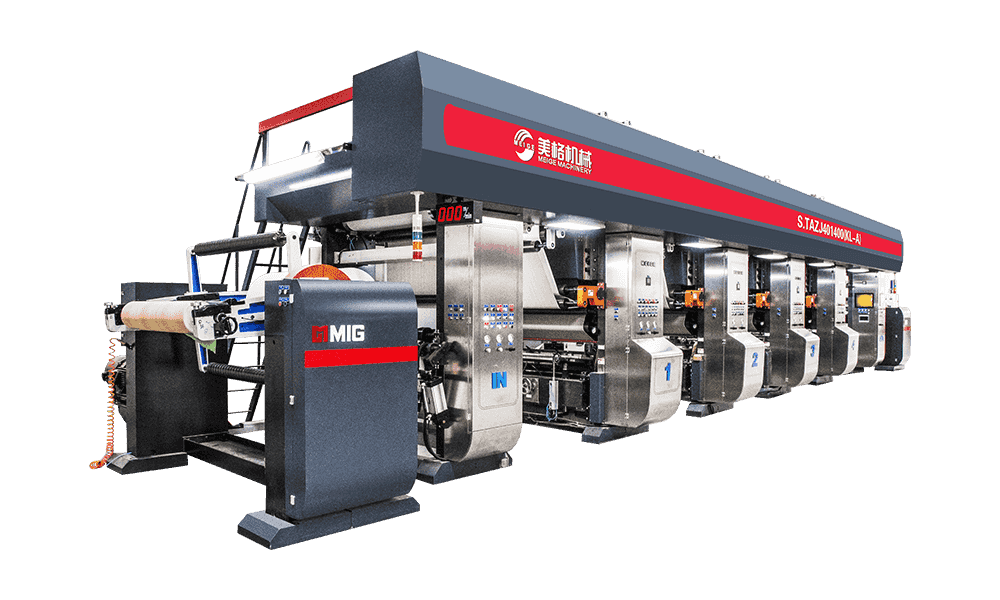
A dekorativní papírový hlubotiskový stroj je tahounem za krásnou kresbou dřeva, texturami kamene a fantazijními vzory, které vidíte na nábytku, laminátových podlahách a stěnových panelech. Na rozdíl od ofsetu nebo flexotisku používá hlubotisk ryté válce k přenosu velkoobjemového inkoustu přímo na lehký dekorativní papír (typicky 40–120 g/m2). Tato metoda poskytuje neuvěřitelně konzistentní barvy, jemné detaily čar a schopnost pokládat silné inkoustové filmy – nezbytné pro napodobování přírodních materiálů. Pokud provozujete konvertovací nebo laminovací linku, pochopení praktické stránky tohoto stroje vám ušetří plýtvání rolemi a odmítnutými dávkami.
Základní komponenty, se kterými budete denně manipulovat
Těchto pět klíčových stanic by měl znát každý operátor hlubotiskového stroje na dekorativní papír. Jejich ponechání vytočené zabrání pruhům, přeskakování a posunům registru.
Gravírovaný tiskový válec
Srdce systému. Pochromované měděné válce jsou vyryty buňkami různé hloubky a frekvence (typicky 40–120 řádků na cm). Hlubší buňky nesou více inkoustu – ideální pro plné barvy pozadí; mělké buňky zvládají jemné odlesky. Vždy přizpůsobte tvrdost válce (kolem 65–70 Shore D) savosti papíru.
Sestavení Doktorské čepele
Tato tenká ocelová čepel seškrábe přebytečný inkoust z povrchu válce a inkoust zůstane pouze uvnitř vyrytých buněk. Úhel ostří (obvykle 45–60°) a tlak přímo ovlivňují životnost tisku. Příliš velký tlak předčasně opotřebovává válce; příliš málo nechává mlhu. Pomocí mikrometru nastavte prodloužení čepele na 0,8–1,2 mm za držák.
Otiskovací válec (podpěrný válec)
Přitlačí ozdobný papír k rytému válci. Nejlépe fungují pogumované válečky s tvrdostí 75–85 Shore A. Nerovnoměrný tlak vytváří lehké okraje nebo těžké středové pásy. Týdně kontrolujte tlak štěrbiny – cílová hodnota 1,5–2,5 kN/m v závislosti na šířce papíru.
Systém sušení
Hlubotisk dekorativního papíru probíhá rychlostí 100–300 m/min, takže sušením horkým vzduchem musí být odstraněna rozpouštědla nebo voda, aniž by došlo ke spálení papíru. Dvouzónové sušení (první zóna s nízkou teplotou, druhá s vysokou teplotou) zabraňuje tvorbě puchýřů. U inkoustů na vodní bázi udržujte první zónu pod 80 °C, druhou do 120 °C.
Registrovat řídicí jednotku
Vícebarevný dekorativní tisk vyžaduje dokonalé sladění barev. Moderní stroje používají ke čtení registrových značek optické senzory s automatickou korekcí obvodového a bočního posunu. Udržujte přesnost soutisku v rozmezí ±0,15 mm – cokoliv dalšího se projeví jako rozmazané okraje.
Proč zvolit hlubotisk pro dekorativní papír?
Ve srovnání s digitálním nebo flexotiskovým strojem nabízí dekorativní papírový hlubotisk konkrétní výhody pro dlouhé série (typicky přes 10 000 metrů). Zde je to, co získáte:
- Silné rozložení inkoustu (až 6 g/m²): Nezbytný pro hluboké dřevěné póry a solidní krycí schopnost na papíru s nízkou gramáží.
- Konzistentní barva z role do role: Jakmile je válec vyrytý, opakovatelnost je bezkonkurenční – žádné překvapení se ziskem bodů.
- Vysokorychlostní produktivita: Běží nepřetržitě rychlostí 250 m/min bez obětování jemných detailů, jako jsou čáry zrna 2–3 mm.
- Široký barevný gamut: Použijte až 8 tiskových stanic pro přímé barvy plus metalické nebo hmatové laky.
- Dlouhá životnost válce: Správně udržované válce mohou před přerytím vytisknout 2–5 milionů metrů.
Kritické parametry procesu – praktická tabulka
Abyste se vyhnuli běžným vadám, jako je trhání, duchy nebo pomerančová kůra, sledujte těchto šest proměnných denně. Upravte podle typu papíru (např. nenatíraný vs. předem natíraný dekorativní papír).
| Parametr | Typický rozsah | Dopad na tisk dekorativního papíru |
| Viskozita inkoustu (kelímek Ford #4) | 18–25 sekund | Příliš nízké → krvácení; příliš vysoká → chybějící tečky |
| Teplota sušení (zóna 1/2) | 70–90 °C / 100–130 °C | Nedostatečná → započtení; nadměrná → křehkost papíru |
| Dojemový tlak | 200–400 N/cm | Nízký → špatný přenos inkoustu; vysoká → roztažnost papíru |
| Napětí sítě (na šířku 100 mm) | 0,8–1,5 N/mm² | Nízké → putování; vysoká → trhání hran |
| Úhel ostří nože | 50–60° | Strmý úhel → silné opotřebení; mělký → zbytkový zákal inkoustu |
| Hloubka rytí válce | 20–60 µm | mělké → slabé pevné látky; hluboké → pomalé schnutí |
Každodenní údržba, která zabraňuje nákladným prostojům
Váš dekorativní papírový hlubotiskový stroj je přesný nástroj. Těchto pět praktických návyků zajistí, že bude fungovat jako nový:
- Kontrola nožů každou směnu: Odstraňte a očistěte škrabku; hledejte zářezy nebo čáry opotřebení. Vyměňte, pokud zjistíte jakékoli poškození – výměna čepele za 5 USD může ušetřit 2 000 USD.
- Čištění otiskovacího válce: Nahromadění inkoustu na podložném válci způsobuje tlakové body. Po každé práci použijte měkký hadr a isopropylalkohol. Nikdy nepoužívejte kovové škrabky.
- Mazání ozubených kol a ložisek: Dodržujte plán manuálu – obvykle každých 500 provozních hodin. Používejte vysokoteplotní mazivo pro ložiska sekce sušiče.
- Registrace čištění čočky snímače: Prach z papírových vláken blokuje optické senzory. Denně otírejte čočky utěrkou na čočky; rekalibrovat každý týden.
- Skladování válce: Po vyjmutí omyjte rozpouštědlem, zcela osušte a zabalte do antikorozního papíru. Skladujte vertikálně ve skříni s řízenou vlhkostí.
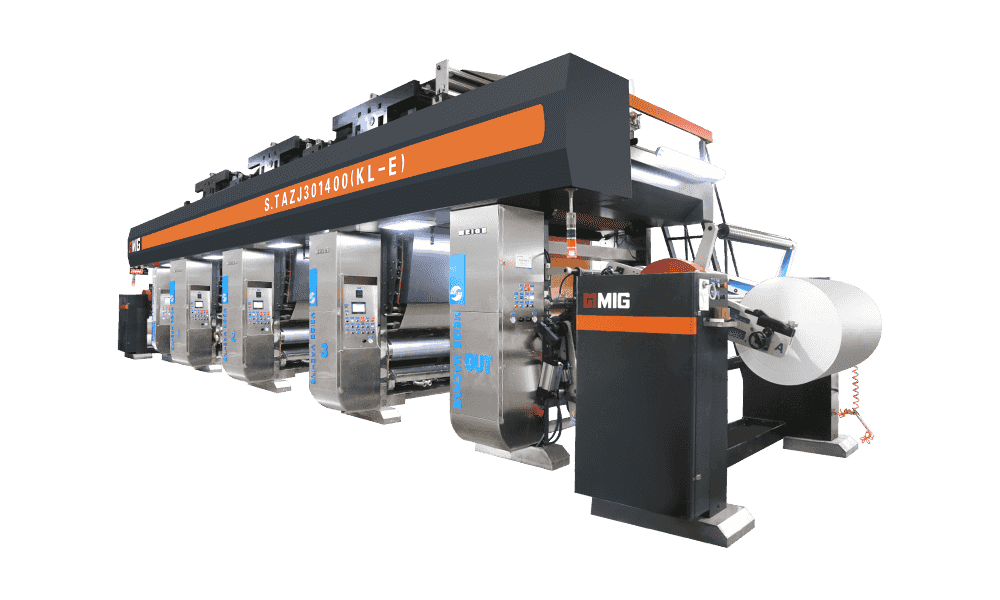
Výběr správného hlubotiskového lisu pro dekorativní papír
Ne všechny hlubotiskové stroje dobře zpracovávají dekorativní papír. Při nákupu nebo dodatečné montáži hledejte tyto vlastnosti:
- Možnost širokého pásu (1300–2200 mm): Dekorativní papíry mají často šířku 1250 mm, 1850 mm nebo 2100 mm pro laminovací linky.
- Tiskové jednotky kazetového typu: Umožňuje rychlý přechod mezi kresbou dřeva a jednobarevným provedením – typická změna do 30 minut.
- Automatická regulace viskozity: Udržuje konzistentní inkoust během směn a snižuje zásahy operátora o 70 %.
- Komorový systém raklí: Uzavřený systém čepelí snižuje odpařování rozpouštědla a lépe funguje s dekorativními inkousty na vodní bázi.
- In-line korónový ošetřovač: Zlepšuje přilnavost inkoustu na natíraných dekorativních papírech (např. základní papír impregnovaný melaminem).
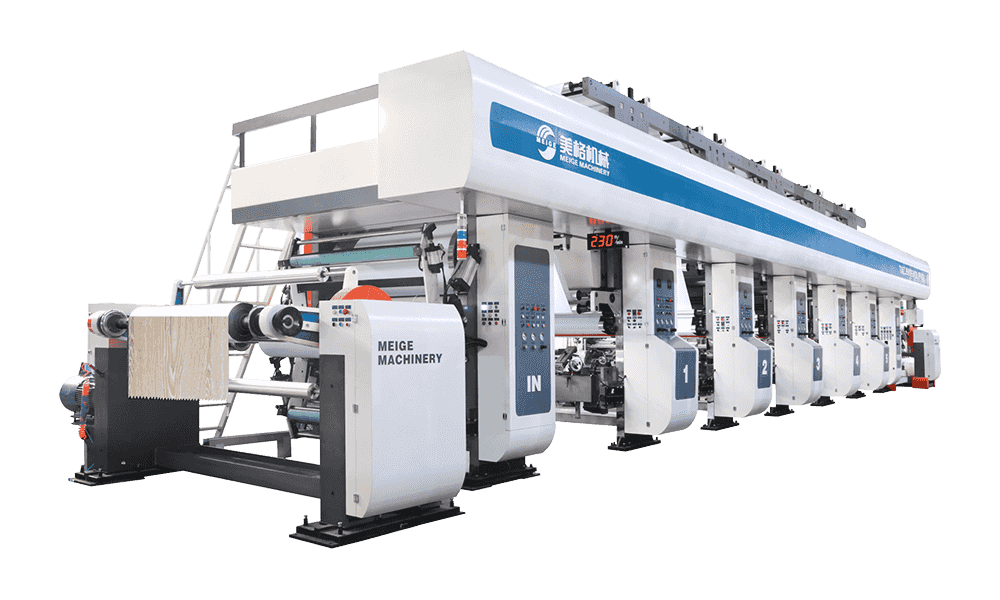
Pokud provozujete krátké trasy (do 5000 metrů), zvažte kompaktní hlubotisk s technologií pouzdrového válce – snižuje náklady na rytí a skladovací prostor. Ale pro velkoobjemovou výrobu dekorativního papíru (miliony metrů čtverečních ročně) je osvědčeným standardem výkonná 8-barevná hlubotisková linka s automatizovaným řízením registru.
Řešení 3 nejčastějších hlubotiskových vad dekorativního papíru
S problémy se potýkají i zkušení operátoři. Zde je rychlý průvodce odstraňováním problémů bez chmýří:
- Značky rychlostních stupňů (pravidelné vodorovné pruhy): Způsobeno opotřebenými hnacími ozubenými koly nebo nerovnoměrným tlakem ložisek válců. Zkontrolujte vůli ozubeného kola – měla by být menší než 0,05 mm. Ověřte také, že válec a tlakový váleček jsou rovnoběžné v rozmezí 0,03 mm na šířku.
- Hromadění inkoustu (vyvýšené skvrny na pevných látkách): Na válci se hromadí zaschlé částice inkoustu. Snižte teplotu sušičky v první zóně, zvyšte sílu rozpouštědla nebo přejděte na jemnější filtr (25 µm absolutní).
- Špatná definice hran na jemných vzorech: Obvykle kvůli nadměrnému napětí pásu natahujícímu papír. Snižte napětí o 10–15 % a zkontrolujte, zda je obsah vlhkosti papíru 5–7 % (příliš suchý papír zkřehne a špatně se zaregistruje).
Pamatujte: Dekorativní papírový hlubotiskový stroj je jen tak dobrý, jak dobrá je synergie mezi rytím válcem, složením inkoustu a každodenní pozorností k těmto malým úpravám. Zaznamenávejte si každou změnu parametrů – tato data se stanou vaším nejlepším školicím nástrojem pro nové operátory.

kategorie produktů
Doporučené novinky
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Vysvětlení inspekčního převíjecího stroje: Jak to funguje a na co se zaměřit při nákupu
2026-05-26Jak vlastně funguje hlubotiskový stroj pro materiály na povrchovou úpravu desek na bázi dřeva (a proč na tom záleží)
Doporučené produkty
Rozmanitost modelů pro splnění rozvojových potřeb různých regionů světa.



Napište nám hned teď!
Rychlé odkazy
produkty
Kontaktujte nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, vesnice Qingke, ulice Jincheng, okres Lin'an, město Hangzhou, provincie Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Ochrana osobních údajů
Ochrana osobních údajů