 Angličtina
Angličtina 中文简体
中文简体Vysvětlení inspekčního převíjecího stroje: Jak to funguje a na co se zaměřit při nákupu
Co dělá inspekční převíjecí stroj
Kontrolní převíjecí stroj – nazývaný také kontrolní převíječ nebo stroj na kontrolu rolí – odvíjí roli materiálu řízenou rychlostí, prochází ji přes kontrolní zónu, kde jsou identifikovány vady, a poté ji převíjí na čistou, těsně navinutou dokončenou roli. Tyto dvě funkce jsou neoddělitelné: samotné převíjení vytváří použitelnou roli, ale kontrola bez převíjení nezanechává žádný strukturovaný výstup. Jejich kombinací v jediném průchodu se kontrolní převíječka stává jedním z nejúčinnějších nástrojů kontroly kvality, který jsou k dispozici zpracovatelům, tiskárnám a výrobcům webových materiálů.
Materiály zpracovávané na kontrolních převíjecích strojích pokrývají širokou škálu: flexibilní obalové fólie (PET, BOPP, PE), samolepicí etiketový materiál, papír a lepenka, netkané textilie, technické textilie, fólie a speciální fólie používané v elektronice, zdravotnických zařízeních a bezpečnostních aplikacích. V každém případě je hlavní účel stejný – zajistit, aby žádná role opouštějící kontrolní stanici nenesla nezjištěné vady, které by způsobily selhání při tisku, laminování, plnění nebo konečné výrobě.
Trh s kontrolními převíječkami se rozrostl spolu se zpřísněním standardů kvality v balení a tisku. Moderní inspekční navíječky vybavené počítačovým viděním jsou schopny detekovat submikronové vady při překračujících rychlostech linky 1000 metrů za minutu , přičemž pokročilé modely dosahují míry detekce vad nad 99,5 %. U aplikací citlivých na kvalitu – farmaceutické značení, lékařské obaly, bezpečnostní tisk – není tato úroveň přesnosti volitelná; je to regulační a komerční požadavek.
Základní součásti kontrolního převíjecího stroje
Pochopení klíčových součástí stroje usnadňuje vyhodnocení specifikací, porovnání modelů a určení, které funkce jsou pro konkrétní aplikaci nejdůležitější. Každý inspekční převíječ, bez ohledu na velikost nebo cenu, sdílí stejnou funkční architekturu.
Odpočinková stanice
Odvíjecí stanice drží základní roli – vstupní roli, která má být kontrolována – a přivádí materiál do stroje řízenou rychlostí. Kvalitní odvíjecí stanice používají vzduchové expanzní trny nebo sklíčidla, které uchopí jádro zevnitř, což umožňuje rychlou výměnu rolí bez použití nářadí. Velikost vřetena se musí shodovat s průměrem jádra zpracovávaných válců, takže stroje s vyměnitelnými objímkami trnu nabízejí větší flexibilitu pro operace s více typy produktů. Odvíjení musí také udržovat konzistentní zpětné napětí, když se průměr role zmenšuje během odvíjení; role, která začíná na průměru 600 mm a navíjí se až k prázdnému jádru, výrazně změní setrvačnost odvíjení a špatná kompenzace napětí v této fázi se přímo přenáší na kvalitu navíjení na konci převíjení.
Systém kontroly napětí
Kontrola tahu je mechanicky nejkritičtějším aspektem kontrolního navíječe. Materiál pohybující se strojem musí být udržován v konzistentním vhodném napětí v celé dráze pásu – příliš těsné a jemné filmy se natahují, deformují nebo trhají; je příliš volná a pás se toulá do stran, což způsobuje poškození okrajů a špatně navinuté role. Moderní inspekční převíječky používají systémy řízení tahu s uzavřenou smyčkou se siloměry, které měří skutečné napětí pásu v reálném čase a podávají korekce zpět do hnacích motorů. Servomotorové pohony jsou prémiovou volbou pro materiály citlivé na tah a nabízejí jemné a citlivé ovládání v širokém rozsahu rychlostí. Tahový válec – poháněný svěrný válec, který působí jako hlavní hnací bod v dráze pásu – izoluje napětí odvíjení od napětí navíjení, což umožňuje ovládat obě zóny nezávisle.
Kontrolní zóna
Kontrolní zóna je část dráhy pásu, kde je materiál rozprostřen naplocho na podsvícený nebo zepředu osvětlený kontrolní stůl, osvětlen pro maximální viditelnost defektů a zkoumán buď operátorem, kamerovým systémem vidění, nebo oběma spolupracujícími. Podsvícení je účinné pro detekci dírek, tenkých bodů a vměstků v průsvitných materiálech. Konfigurace odraženého světla odhalují povrchové vady – škrábance, tiskové chyby, nepravidelnosti povlaku – v neprůhledných materiálech. Geometrie kontrolního stolu – jeho úhel, rovnoměrnost osvětlení a pozorovací vzdálenost – přímo ovlivňuje, jak snadno může operátor nebo kamera rozlišit skutečnou vadu od variace struktury materiálu.
Převíjecí stanice
Převíjecí stanice přestaví kontrolovaný materiál do hotové role při kontrolovaném napětí a rychlosti. Kvalita převinutí – profil tvrdosti role, zarovnání hran a absence vrásek, teleskopických pohybů nebo zachycení vzduchu – je stejně důležitá jako samotná kontrola, protože špatně navinutá role způsobuje problémy v další fázi zpracování, i když je materiál bez vad. Řízení tahu kužele, které progresivně snižuje napětí vinutí s rostoucím průměrem role, je standardní technikou pro výrobu rolí s konzistentní tvrdostí od jádra k vnějšímu průměru. Kontaktní navíjení (kde válec jezdce udržuje kontakt s povrchem válečku během navíjení) se používá pro měkké nebo citlivé materiály, které nemohou tolerovat vnitřní napětí mezerového navíjení při rychlosti.
Systém webového průvodce
Systémy vedení pásu udržují materiál konzistentně ve správné boční poloze strojem. Ultrazvukové okrajové senzory nebo čárové senzory detekují polohu pásu v reálném čase a aktivují vodicí válec nebo řídicí rám, aby korigovaly drift předtím, než dosáhne kontrolní zóny nebo převíjecího jádra. Bez účinného vedení pásu se i dobře napnutý pás posouvá do stran, vytváří role s nesprávně zarovnanými okraji (teleskopické) a poskytuje nekonzistentní prezentaci materiálu kontrolnímu systému. Většina moderních inspekčních navíječek obsahuje vodítka pásu na odvíjecím i navíjecím konci, přičemž vodicí signál je odvozen z okrajových čidel nebo středových snímačů v závislosti na typu materiálu.
Značení vad a detekce vlajky
Když inspekční systém – manuální nebo automatický – identifikuje závadu, stroj potřebuje způsob, jak označit místo, aby bylo možné závadu najít a vyřešit po dokončení převinutí. Systémy pro značení defektů aplikují malý lepicí pásek, inkoustovou značku nebo záhyb na okraj pásu v místě defektu. Tyto značky se nazývají vlajky. Po převinutí operátor lokalizuje každý příznak a buď vyřízne vadnou část, nebo odstraní roli z výrobního proudu. Pokročilejší systémy zaznamenávají polohu každého defektu jako datový záznam spojený s počítadlem měřidel role, což umožňuje tisk nebo export map defektů pro dokumentaci sledovatelnosti.
Technologie inspekce: manuální, kamerové a systémy s umělou inteligencí
Kontrolní schopnost převíjecího stroje je určena do něj integrovaným kontrolním systémem. Stroje sahají od jednoduchých kontrolních stolů operátora až po plně automatizované platformy počítačového vidění řízené umělou inteligencí a vhodná úroveň závisí na materiálu, typech defektů, na kterých záleží, požadované rychlosti výkonu a regulačním prostředí.
Ruční kontrola obsluhy
Nejzákladnější konfigurace prochází pásem přes dobře osvětlený kontrolní stůl a spoléhá na operátora, který vizuálně identifikuje defekty a aplikuje příznaky. Manuální kontrola je účinná při nízkých rychlostech – obvykle do 30 až 60 metrů za minutu – a pro vady, které jsou viditelné trénovaným lidským okem (díry, velké tiskové chyby, zjevné chyby povlaku). Jeho omezení jsou značná: lidští inspektoři pociťují únavu očí, chyby chyb při vyšších rychlostech a zavádějí variabilitu mezi operátorem a operátorem v tom, co je klasifikováno jako odmítnutí. Výzkum v rámci automatizované kontroly textilu zjistil, že manuální kontrola spolehlivě odhalí ne více než 60–70 % přítomných vad, a to i za dobrých podmínek. Pro aplikace s vysokou hodnotou nebo bezpečností kritické aplikace je tato míra detekce komerčně nepřijatelná.
Systémy kamerové kontroly vidění
Inspekční systémy založené na kamerách montují jednu nebo více kamer pro řádkové nebo plošné skenování nad a/nebo pod web v kontrolní zóně a zpracovávají obrazová data v reálném čase proti natrénovanému referenčnímu obrazu. Kamery pro řádkové skenování jsou standardem pro kontinuální webové materiály, protože vytvářejí úplný obraz procházejícího webu řádek po řádku rychlostí, která daleko převyšuje to, co dokážou zachytit kamery pro plošné skenování. Když systém detekuje oblast pixelu, která se odchyluje od očekávaného vzoru za nastaveným prahem, označí místo, zaznamená typ a polohu defektu a může spustit stroj k zastavení, aby operátor mohl označit nebo odstranit vadnou část. Systémy vidění dodávají specializovaní prodejci inspekčních kamer — AVT, BST, Nikka, Nyquist Systems a další — a jsou integrovány do platformy převíječe výrobcem stroje nebo jako upgrade pro trh s náhradními díly. Většina inspekčních převíječek etiket na farmaceutické úrovni, jako jsou farmaceutické balicí linky, umožňuje zákazníkovi specifikovat preferovaného dodavatele fotoaparátu z důvodu souladu a konzistentnosti náhradních dílů.
Detekce defektů s umělou inteligencí
Nejnovější generace inspekčních převíjecích systémů vidění využívá algoritmy hlubokého učení trénované na velkých knihovnách obrazů defektů k rozpoznání a klasifikaci defektů s přesností, které se systémy vidění založené na pravidlech nemohou vyrovnat. Modely hlubokého učení se učí rozlišovat skutečné defekty od variací textury přirozeného materiálu – přetrvávající problém u konvenčních systémů založených na prahových hodnotách, které způsobují vysokou četnost falešně pozitivních výsledků a zbytečné zastavení stroje. Systémy poháněné umělou inteligencí neustále zlepšují přesnost své klasifikace, jak zpracovávají více materiálu, a dokážou zpracovat více kategorií defektů současně. Inspekční převíječky s podporou IoT se připojují ke cloudovým analytickým platformám, které agregují data defektů napříč různými stroji a zařízeními, což umožňuje výrobním inženýrům identifikovat systematické zdroje defektů – konkrétní potahovací matrici, opakující se problém s lisem – z dat vzoru spíše než ze záznamů jednotlivých rolí.
| Typ inspekce | Typická rychlost | Míra detekce | Nejlepší pro |
|---|---|---|---|
| Ruční operátor | Až 60 m/min | 60–70 % | Nízkoobjemové, základní QC, základní operace |
| Systém kamerového vidění | Až 600 m/min | 95–99 % | Etikety, fólie, obaly – regulovaná odvětví |
| Vision s umělou inteligencí | 1000 m/min | 99,5 % | Pharma, bezpečnostní tisk, vysokorychlostní konverze filmu |
Odvětví a materiály, kde se používají inspekční převíječky
Kontrolní převíjecí stroje se objevují v různých bodech výrobního řetězce v závislosti na odvětví, ale sdílejí konzistentní roli: zachycování defektů předtím, než se materiál přesune do další, nákladnější fáze zpracování.
Tisk a konverze štítků
Převíječky pro kontrolu štítků patří mezi nejspecializovanější konfigurace na trhu. Po vytištění jsou štítky převinuty a zkontrolovány na chyby soutisku tisku, barevné odchylky, chybějící text, vady laku a zarovnání výseku. Kontrola farmaceutických etiket je obzvláště náročná, protože serializační kódy, data expirace a informace o dávkování musí být 100% čitelné a přesné. Obousměrné inspekční navíječe – stroje, které mohou převíjet v obou směrech – umožňují operátorům zálohovat síť a znovu prozkoumat označený štítek, potvrdit závadu a před opětovným spuštěním jej přesně umístit na opravárenský stůl. Možnost nastavit orientaci převíjení (štítek dovnitř nebo štítek ven) je praktickou funkcí, která určuje, jak se hotová role podává do navazujícího etiketovacího stroje.
Flexibilní balicí fólie
PET, BOPP a PE fólie používané ve flexibilních obalech jsou kontrolovány po rozřezání z jumbo rolí na hotové zákaznické role. Kontrolní navíječ v této fázi kontroluje dírky, gely, rybí oka, pruhy povlaku a vady laminace. Navíječky pro kontrolu fólií obvykle běží vysokou rychlostí — 200 až 600 metrů za minutu — a vyžadují vysoce přesné řízení napětí, protože materiály fólie jsou citlivé na změny napětí a mohou se snadno vytvořit záhyby nebo natažení, které přetrvávají v hotové roli. INSPECT-V a podobné navíječky pro kontrolu rolí po rozříznutí jsou speciálně navrženy pro tuto aplikaci, přičemž zvláštní pozornost je věnována kvalitě výroby role a schopnosti manipulovat s hotovými rolemi v různých šířkách a průměrech.
Textilní a netkané textilie
Převíjecí stroje pro kontrolu látek jsou standardním vybavením textilních závodů. Po tkaní, pletení, barvení nebo konečné úpravě jsou role látky vedeny přes kontrolní navíječ, kde je materiál rozprostřen naplocho na široký kontrolní stůl – u tkaných látek obvykle široký 1,8 až 3,2 metru – a zkoumá se na vady tkaní, díry, vypadlé stehy, skvrny a změny odstínu. Stroj odměří látku a vytiskne zprávu o místě defektu, která prochází s rolí následným řezáním a výrobou oděvů. Základní stroje na převíjení tkanin základní úrovně – dostupné od přibližně 600 do 900 USD pro základní modely – slouží menším textilním provozům; Špičkové stroje s automatizovanými kamerovými systémy slouží ve velkých provozech, kde ruční kontrola nemůže držet krok s rychlostí výroby.
Papír a lepenka
Operace zpracování papíru používají kontrolní převíječky po nanášení, tisku nebo laminování ke kontrole defektů povlaku, stop po kalandrování, povrchové kontaminace a záhybů souvisejících s vlhkostí, než jsou role odeslány zpracovatelům obalů nebo koncovým uživatelům. Role termopapíru pro aplikace v místě prodeje vyžadují bezvadné navíjení, protože mezera v tepelném povlaku vytváří na vytištěné účtence blank – viditelná a komerčně nepřijatelná vada. Inspekční navíječky Jumbo rolí pro papír a lepenku zvládají těžké role, které často vyžadují robustní konstrukci rámu a vysokokapacitní systémy pro manipulaci s jádrem, aby bylo možné bezpečně zvládnout hmotnost velkých rolí papíru.
Farmaceutické a lékařské obaly
Odvětví farmaceutických a zdravotnických prostředků klade nejpřísnější požadavky na kvalitu na jakýkoli materiál, který je součástí primárního nebo sekundárního obalu. Inspekční převíječky v tomto segmentu musí vyhovovat standardům GMP (Good Manufacturing Practice), udržovat kompletní záznamy sledovatelnosti pro každou zpracovanou roli a integrovat se se systémem serializace a sledování a sledování. Systémy zrakové kontroly ve farmaceutických převíječkách jsou validovány pro konkrétní typy defektů, které jsou důležité pro bezpečnost pacienta – čitelnost tisku, integrita bariérových povlaků, nepřítomnost kontaminace částicemi – a validační dokumentace je uchovávána jako součást záznamů řízení kvality zařízení.
Převíječka vs. Slitter Převíječka: Výběr správného typu stroje
Kupující, kteří jsou noví na trhu zařízení pro úpravu webu, někdy spojují inspekční převíječky s řezacími převíječkami, ale tyto dva stroje slouží různým primárním funkcím a výběr špatného typu vytváří značné problémy ve směru výroby.
A navíječ (nebo kontrolní převíječ) vezme roli materiálu v hotové šířce a převine ji – s kontrolou nebo bez ní – beze změny šířky pásu. Je to správná volba, když je materiál již nařezán na hotovou šířku a úkolem je kontrola kvality, výroba role na stanovený průměr nebo délku nebo přeformátování na jinou velikost jádra.
A navíječ řezačky vezme širokou základní roli a rozřeže ji podélně na několik užších rolí současně pomocí kruhových nebo žiletkových čepelí, poté převine nařezané pruhy na jednotlivé hotové role. Převíječky řezaček jsou základním strojem pro zpracování štítků, fólií a fólií a mnoho modelů zahrnuje inline kontrolu. Kontrolní funkce na řezacím navíječi je však obvykle méně schopná než u vyhrazeného kontrolního navíječe, protože stroj optimalizuje současně pro přesnost řezání, řízení napětí ve více drahách a kvalitu sestavení válců napříč několika navíjecími hřídeli.
Pro aplikace vyžadující přísnou 100% detekci defektů v hotové šířce – farmaceutické etikety, bezpečnostní fólie, lékařské obaly – je správnou konfigurací vyhrazený kontrolní navíječ po řezání, a to i v případě, že samotný navíječ řezaček má kamery. Převíječka pro kontrolu po rozříznutí zkoumá přesně dokončenou roli, která půjde k zákazníkovi, v konečné šířce a průměru, za podmínek optimalizovaných pro kontrolu spíše než optimalizovaných pro průchodnost řezání.
Klíčové specifikace k vyhodnocení před nákupem
Inspekční převíječky se pohybují od ručních kontrolních stolů pod 1 000 USD až po vysokorychlostní převíječky filmů vybavené vysokorychlostním viděním za 70 000 USD. Cenové rozpětí odráží skutečné rozdíly v technické kvalitě, schopnostech a materiálech, které každý stroj dokáže spolehlivě zpracovat. Propracováním následujících specifikací před vyhodnocením modelů zajistíte, že užší seznam obsahuje stroje, které skutečně dokážou dělat to, co aplikace vyžaduje.
- Maximální šířka webu: Stroj musí pojmout nejširší roli ve vašem sortimentu. Zadejte maximální šířku, kterou aktuálně zpracováváte, a maximum, které můžete zpracovat v příštích třech až pěti letech, protože upgrade šířky pásu obvykle vyžaduje nový rám stroje.
- Maximální průměr role a hmotnost role: Odvíjecí a převíjecí stanice mají jmenovité maximální průměry rolí a hmotnostní limity. Překročení hmotnostního limitu způsobuje poruchy ložisek vřetene a problémy s namáháním rámu. Ověřte obě specifikace podle svého nejtěžšího očekávaného hodu.
- Rozsah provozních otáček: Stroj musí dosáhnout rychlosti, při které může být váš materiál efektivně zkontrolován a správně převinut. Pro ruční kontrolu je to typicky 30 až 60 m/min. U kamerových systémů ověřte, že rozlišení kamery kamerového systému a rychlost zpracování obrazu jsou přizpůsobeny rychlosti linky – kamerový systém dimenzovaný na 300 m/min nemůže spolehlivě detekovat jemné vady při 500 m/min.
- Kompatibilita průměru jádra: Ujistěte se, že trny stroje odpovídají vašim standardním průměrům jádra (běžné jsou 1 palec, 3 palce, 6 palců, ale speciální produkty často používají nestandardní jádra). Stroje s vyměnitelnými pouzdry trnu nebo konstrukcemi vzduchových hřídelů zvládají více velikostí jádra bez dalšího nářadí.
- Rozsah a přesnost regulace napětí: U jemných fólií – tenké PET, metalizované fólie, roztažitelný PE – specifikujte minimální napětí, při kterém může stroj spolehlivě běžet bez prověšení. U těžkých látek nebo lepenky ověřte maximální kapacitu napnutí. Stroje se servomotorovými pohony a zpětnou vazbou snímače zatížení jsou správnou volbou pro materiály citlivé na tah.
- Kompatibilita systému vidění a dodavatel: Pokud požadujete kamerovou kontrolu, ověřte si, zda je systém vidění majetkem výrobce stroje nebo od nezávislého specializovaného dodavatele. Nezávislí dodavatelé (AVT, BST, Nikka atd.) vám poskytují větší flexibilitu v oblasti služeb, upgradů a dokumentace shody. Potvrďte také, zda je kontrolní systém validován nebo certifikován pro vaše regulační prostředí (GMP, ISO atd.).
- Obousměrné převíjení: Pro kontrolu štítků a jakoukoli aplikaci, kde je lokalizace defektu a oprava součástí pracovního postupu, je praktickým požadavkem obousměrné převíjení – možnost běhu pásu v obou směrech –, který operátorům umožňuje zálohovat na označený defekt bez fyzického ručního obracení role.
- Bezpečnostní normy a certifikace: Stroje dodávané na evropské trhy musí mít certifikaci CE. Kupující v USA by měli potvrdit shodu s UL nebo NFPA 79 pro elektrické systémy. Stroje vyhovující GMP pro farmaceutické aplikace vyžadují dokumentaci materiálových specifikací pro všechny povrchy, které přicházejí do styku s produktem, a schopnost podporovat ověřovací protokoly IQ/OQ/PQ (instalační, provozní a výkonnostní kvalifikace).
Faktory údržby, které ovlivňují dlouhodobý výkon
Kontrolní převíječka je přesný stroj. Jeho schopnost vyrábět konzistentní role bez defektů v průběhu let výroby závisí stejně na disciplíně údržby jako na počáteční kvalitě výroby. Níže jsou uvedeny oblasti kritické pro údržbu, které je třeba před nákupem řešit s jakýmkoli dodavatelem.
Stav a čištění válečku
Každý válec v dráze pásu – vodicí válečky, tažné válečky, svěrné válečky, válečky kontrolního stolu – musí být udržovány čisté, kulaté a bez poškození povrchu. Zářez nebo plochá skvrna na tažném válci razí materiál při každé otáčce a vytváří opakující se defektní vzorek, který může kontaminovat celou výrobní sérii, než je identifikována příčina. Povrchy válců, které jsou v kontaktu s adhezivními materiály (štítkový materiál, adhezivní fólie), vyžadují pravidelné čištění rozpouštědlem, aby se zabránilo usazování lepidla, které mění průměr válce a narušuje konzistenci napětí. Válečky by měly být pravidelně kontrolovány na házení (excentricita) pomocí úchylkoměru; nadměrné házení způsobuje pulsace napětí, které způsobují periodické změny kvality vinutí.
Kalibrace řízení tahu
Snímače zatížení a snímače napětí se v průběhu času posunují a pro zachování přesnosti vyžadují pravidelnou kalibraci podle známých referenčních závaží. Systém řízení tahu, který se odchýlil dokonce o 5 % ze svého kalibrovaného stavu, může způsobit značné problémy s kvalitou navíjení u citlivých materiálů, než si drift všimnete. Servopohony vyžadují ověření firmwaru a parametrů po jakékoli aktualizaci softwaru nebo výměně pohonu a odezva na tah v uzavřené smyčce by měla být ověřena zkušebním provozem na známém materiálu před vrácením stroje do výroby.
Údržba systému vidění
Čočky fotoaparátu, osvětlovací lišty a okénka senzorů hromadí prach a částice materiálu, které snižují kvalitu obrazu a zvyšují míru falešně pozitivních detekcí defektů. Plány čištění optiky systému počítačového vidění by měly být součástí každodenní rutiny nebo směny. Intenzita světelné lišty se během provozních hodin snižuje – většina výrobců specifikuje interval kontroly osvětlení a plán výměny lampy. Systémy poháněné umělou inteligencí by měly mít výkon svého modelu pravidelně ověřován proti známým vzorkům defektů, aby se potvrdilo, že přesnost klasifikace neklesla se změnou výrobních podmínek.
kategorie produktů
Doporučené novinky

2026-06-03Vysvětlení inspekčního převíjecího stroje: Jak to funguje a na co se zaměřit při nákupu
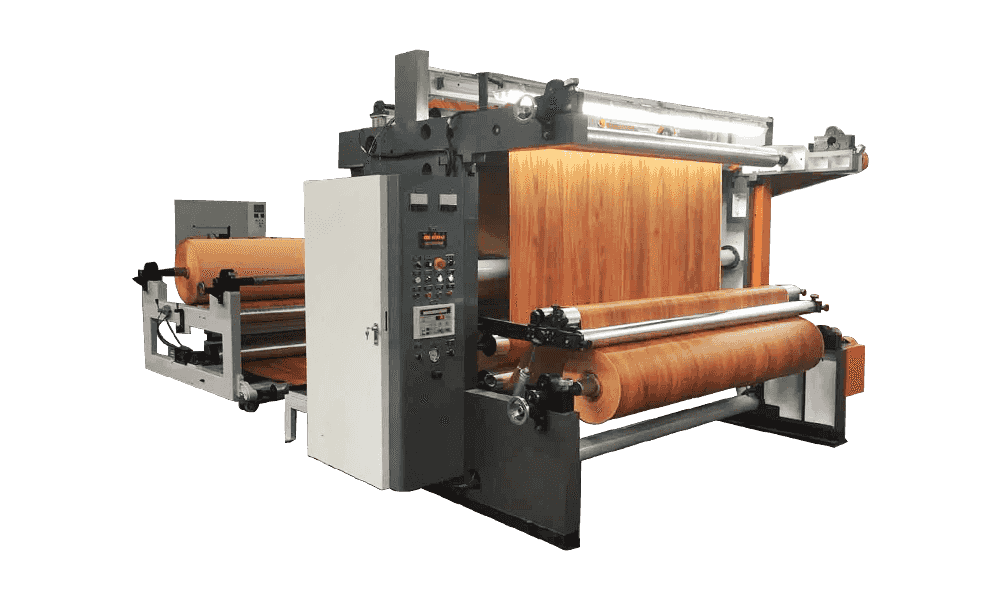
2026-05-26Jak vlastně funguje hlubotiskový stroj pro materiály na povrchovou úpravu desek na bázi dřeva (a proč na tom záleží)
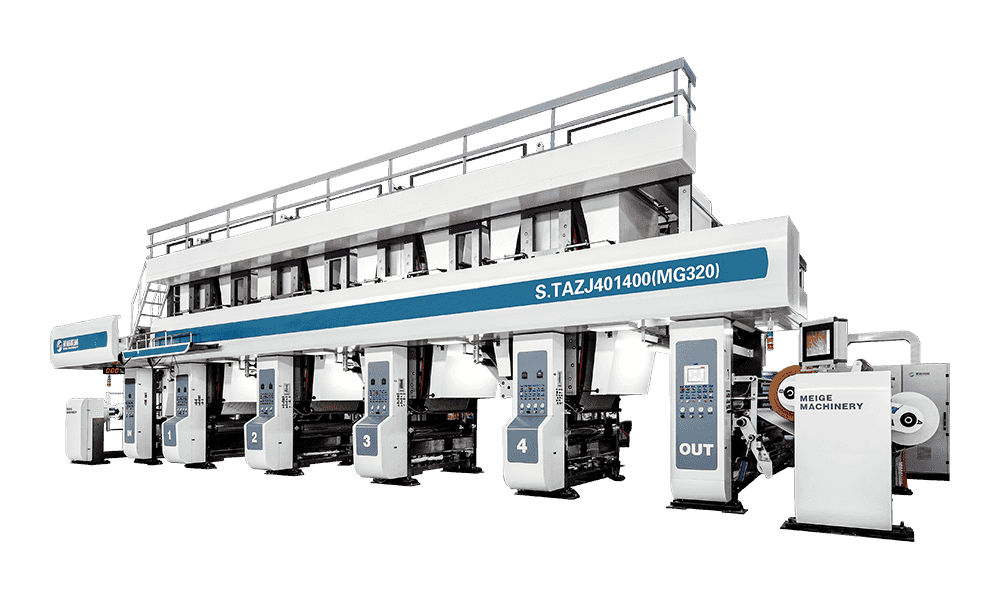
2026-05-20Rotační hlubotiskový stroj: Jak to funguje, k čemu se používá a jak si jeden vybrat
Doporučené produkty
Rozmanitost modelů pro splnění rozvojových potřeb různých regionů světa.



Napište nám hned teď!
Rychlé odkazy
produkty
Kontaktujte nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, vesnice Qingke, ulice Jincheng, okres Lin'an, město Hangzhou, provincie Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Ochrana osobních údajů
Ochrana osobních údajů