 Angličtina
Angličtina 中文简体
中文简体Hlubotiskové stroje na dekorativní papír: Kompletní příručka pro kupujícího a operátora
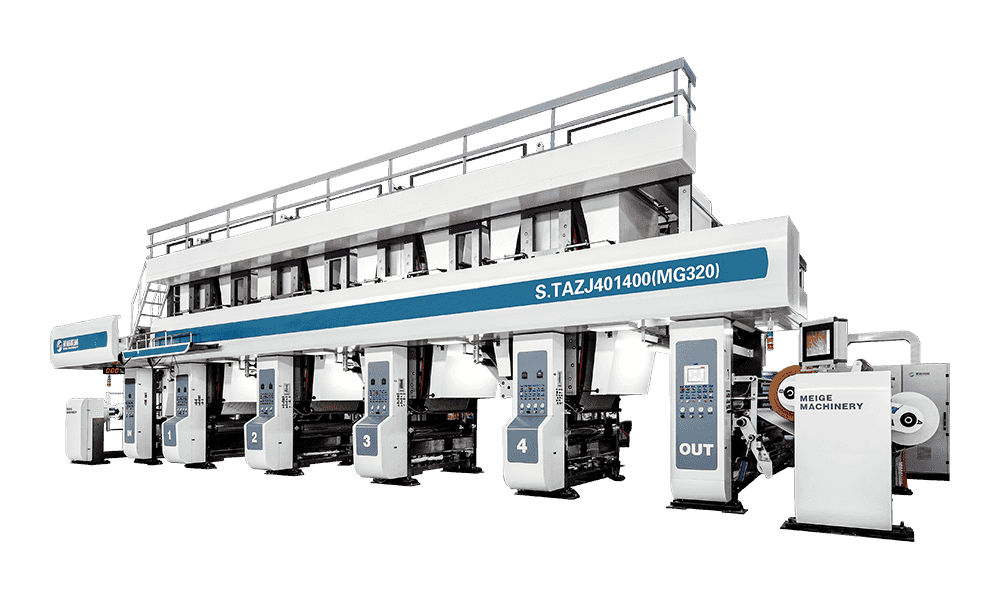
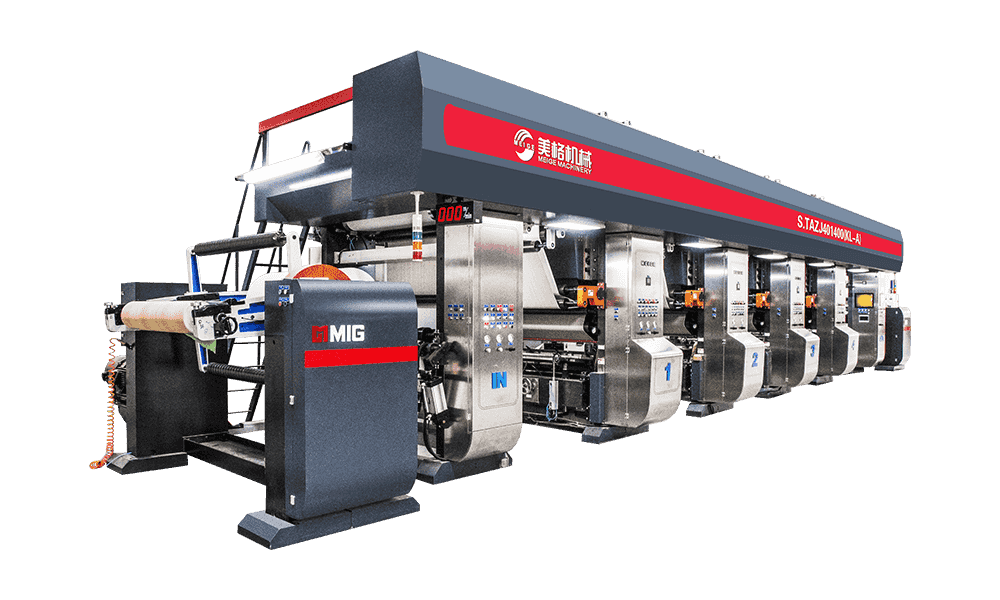
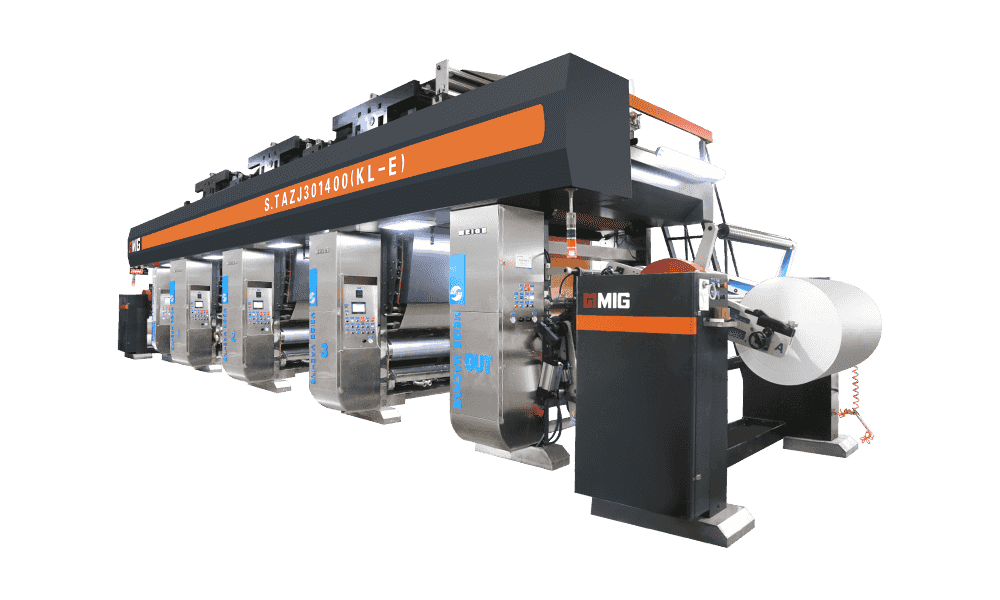
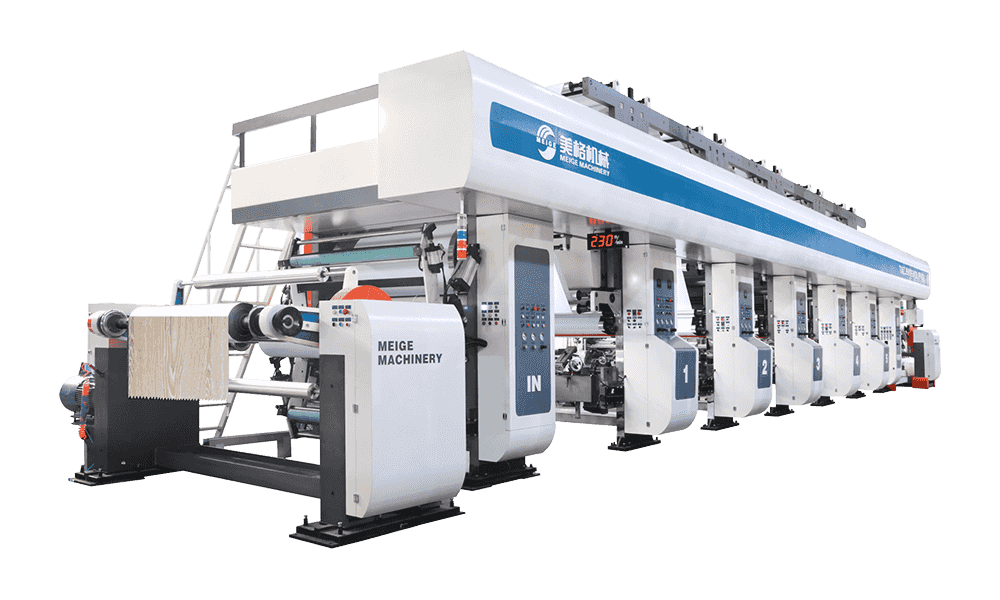
Dekorativní papír – potištěný povrchový materiál používaný v nábytku, podlahách, skříních, stěnových panelech a laminátových produktech – vyžaduje takovou úroveň konzistence vzoru, barevnou přesnost a výrobní propustnost, kterou v průmyslovém měřítku spolehlivě poskytuje pouze jedna tisková technologie: hlubotisk. Dekorativní papírový hlubotiskový stroj je vysoce specializovaným kapitálovým vybavením, které stojí v centru dekorativního povrchového průmyslu a vyrábí kresbu dřeva, kámen, textil a abstraktní vzory, které se každoročně objevují na miliardách čtverečních metrů laminovaného produktu. Tato příručka pokrývá vše, co musí kupující, vedoucí závodu nebo výrobní inženýr o těchto strojích pochopit – jak fungují, co znamenají klíčové specifikace, jak hodnotit dodavatele a co odlišuje vysoce výkonná zařízení od strojů, které se snaží splnit náročné požadavky na kvalitu dekorativního papíru.
Proč hlubotisk dominuje výrobě dekorativního papíru
Dekorativní papír má specifické požadavky na tisk, které vylučují většinu konkurenčních tiskových technologií z praktických úvah. Vzory musí být reprodukovány s mikroskopickou konzistencí napříč rolí po roli – opakující se kresba dřeva, která se posune o 0,1 mm mezi dvěma rolemi použitými na sousedních panelech kuchyňské skříňky, se okamžitě projeví jako vada nesouladu. Barvy musí zůstat stejné napříč výrobními sériemi oddělenými týdny nebo měsíci, protože dekorativní papír je součástí většího produktového systému, kde se panely, okraje a odpovídající prvky vyrábějí z různých výrobních šarží. A propustnost musí být dostatečně vysoká, aby ospravedlnila náklady na specializovaný papírový substrát, válcové gravírování a použité inkoustové systémy.
Rotační hlubotisk — technologie používaná v decorative paper gravure printing machines — splňuje všechny tyto požadavky prostřednictvím svého základního procesu: inkoust je zadržován v mikroskopických komůrkách vyrytých přímo do pochromovaného měděného válce, přebytečný inkoust je stírán z povrchu válce stírací čepelí a zbývající inkoust v komůrkách je pod tlakem otiskovacího válce přenesen na papírový substrát. Vyryté buňky jsou trvalé — mezi otisky se nemění — takže geometrie vzoru je mechanicky fixována do válce. To vytváří soutisk mezi vzorem a přesnost opakování, kterému se žádný jiný tiskový proces při ekvivalentní produkční rychlosti nevyrovná.
Pro srovnání, flexografický tisk používá pryžové nebo fotopolymerové desky, které vykazují rozměrové změny s kolísáním teploty a tlaku, což vede k nižší geometrické přesnosti. Inkoustová technologie a technologie digitálního tisku nabízejí flexibilitu, ale v současné době se nemohou rovnat kombinaci hustoty pokrytí povrchu, otěruvzdornosti inkoustu a produkční rychlosti přesahující 200 metrů za minutu. Pro velkoobjemovou výrobu dekorativního papíru není hlubotisk pouze preferovanou technologií – je to jediná technologie, která splňuje kombinované požadavky aplikace v komerčním měřítku.
Jak funguje hlubotiskový stroj na dekorativní papír
Pochopení principu činnosti stroje pro rotační hlubotisk na dekorativní papír vyžaduje sledování papíru a inkoustu v každé fázi stroje od odvíjení po převíjení. Proces je kontinuální – papírový substrát se před navinutím do hotového výstupního válce pohybuje jako nepřerušený pás z podávacího válce přes každou tiskovou stanici a všechny systémy zpracování po tisku.
Web Feed and Tension Control System
Papírový substrát – typicky alfacelulózový dekorativní základní papír s plošnými hmotnostmi od 50 do 130 g/m² v závislosti na aplikaci – se vkládá jako role velkého průměru na odvíjecí stojan na vstupu do stroje. Profesionální dekorativní hlubotiskové lisy na papír používají systémy letmého spojování nebo spojování na tupo, které umožňují výměnu vyčerpaných rolí za nové bez zastavení stroje, čímž se udrží nepřetržitá výroba po prodloužené série. Řízení napětí v celém stroji je řízeno napínacími válci a zpětnovazebními systémy snímačů zatížení, které udržují konstantní napětí pásu ve všech tiskových stanicích bez ohledu na změny rychlosti, zmenšení průměru role nebo změny vlastností substrátu. Konzistentní napětí pásu je rozhodující pro přesnost soutisku – změny způsobují, že se pás natahuje nerovnoměrně a posouvá polohu tisku vzhledem k opakování válce.
Tisková stanice: Válec, Doktor Blade a Otiskovací válec
Každá barva v dekorativním vzoru vyžaduje vyhrazenou tiskovou stanici. Standardní hlubotiskový stroj na dekorativní papír má 4 až 12 tiskových stanic uspořádaných in-line, přičemž pás papíru prochází každou stanicí postupně. Každá stanice obsahuje tři základní komponenty: hlubotiskový válec, sestavu rakle a otiskovací válec.
Hlubotiskový válec je srdcem procesu. Jedná se o ocelovou základní trubku poměděnou na tloušťku přibližně 100–150 mikronů, na kterou je elektromechanickou gravírovací hlavou nebo chemickým leptáním vyryt vzor článku. Po gravírování je měděný povrch pochromován na tvrdost přibližně 900–1000 Vickers, aby odolal opotřebení ostřím a kontaktu s inkoustem. Buňky obsahují specifické objemy inkoustu – hloubka buňky a průměr otvoru řídí hustotu a pokrytí inkoustu. Pro aplikace dekorativního papíru se obvody válce obvykle pohybují od 600 mm do 1200 mm, což odpovídá opakující se délce vzoru.
Stěrka je tenká ocelová nebo polymerová čepel, která se pod řízeným tlakem opírá o rotační povrch válce, stírá inkoust z oblastí mezi buňkami a nechává inkoust v samotných buňkách. Úhel ostří, kontaktní tlak, materiál a rychlost oscilace ovlivňují kvalitu tisku a životnost válce. Otiskovací válec – ocelový válec potažený pryží umístěný naproti válci – přitlačuje papírový pás proti nabarvenému povrchu válce kontrolovanou silou a přenáší inkoust z buněk na papír. Otiskovací tlak určuje účinnost přenosu inkoustu a je upraven pro různé savosti papíru a viskozity inkoustu.
Dodávka inkoustu a kontrola viskozity
Inkoust je dodáván do tiskové stanice cirkulačním systémem s uzavřenou smyčkou, který čerpá inkoust ze zásobníku přes zásobník inkoustu pod hlubotiskovým válcem. Válec se otáčí skrz zásobník inkoustu a plní vyryté buňky inkoustem před cyklem stírání škrabky. Inkoust, který je setřen z povrchu válce, se vrací zpět do zásobníku zpětným kanálem, čímž se udržuje nepřetržitá cirkulace, která zabraňuje zasychání inkoustu v zásobníku a udržuje konzistentní vlastnosti inkoustu. Automatické systémy řízení viskozity – obvykle založené na měření efluxní nádobky s automatickým dávkováním rozpouštědla – udržují viskozitu inkoustu v rozmezí ±0,5 sekundy od cílové hodnoty po celou dobu výroby. Viskozitní drift je jednou z hlavních příčin barevného posunu při hlubotisku a automatické řízení eliminuje zátěž operátora ručním měřením a nastavováním.
Systém sušení mezi tiskovými stanicemi
Mezi každou tiskovou stanicí prochází potištěný pás sušícím tunelem, kde se před aplikací další barvy odpaří rozpouštědlo nebo voda z inkoustu. Úplné zaschnutí mezi stanicemi je zásadní pro přesnost soutisku barvy přes barvu – mokrý inkoust z první stanice přenesený zpět na druhý válec (tzv. back-trapping) způsobuje kontaminaci barev a kontaminaci válce, která rychle snižuje kvalitu tisku. Hlubotiskové lisy na dekorační papír využívají horkovzdušné nárazové sušící systémy s teplotně řízenými proudy vzduchu nasměrovanými na oba povrchy pásu. Teploty sušení pro inkousty na bázi rozpouštědla se obvykle pohybují od 60 °C do 120 °C; inkoustové systémy na vodní bázi vyžadují vyšší teploty nebo infračervené doplnění, aby bylo dosaženo ekvivalentní rychlosti odpařování. Páry rozpouštědel extrahované ze sušících tunelů jsou shromažďovány pomocí systémů regenerace rozpouštědla nebo tepelné oxidace, které jsou ve většině jurisdikcí vyžadovány z hlediska ochrany životního prostředí.
Klíčové specifikace, které je třeba posoudit při nákupu hlubotiskového stroje na dekorativní papír
Lisy pro dekorativní hlubotisk papíru jsou specifikovány v celé řadě parametrů, které společně definují schopnost stroje, kapacitu a vhodnost pro specifické požadavky výroby. Následující specifikace jsou komerčně a technicky nejvýznamnější při hodnocení možností vybavení.
| Specifikace | Typický rozsah | Co to znamená pro výrobu |
| Šířka tisku | 1000–2200 mm | Určuje maximální šířku role papíru a produkční výkon na jeden průchod |
| Maximální rychlost výroby | 80–300 m/min | Nastavuje strop výstupní kapacity; praktická rychlost závisí na inkoustu a substrátu |
| Počet tiskových stanic | 4-12 barev | Omezuje složitost vzoru; more stations enable richer designs |
| Délka opakování válce | 400–1500 mm | Určuje maximální neopakující se délku vzoru pro dřevo/kámen |
| Přesnost registrace | ±0,1–0,3 mm | Přesnost zarovnání barvy k barvě; rozhodující pro jemné detaily |
| Kompatibilita inkoustového systému | Rozpouštědlo / na vodní bázi / UV | Určuje možnosti inkoustu, shodu VOC a typ sušícího systému |
| Rozsah plošné hmotnosti substrátu | 40–180 g/m² | Rozsah gramáží papíru, se kterými si stroj poradí bez problémů s manipulací s pásem |
| Průměr role odvinout / převinout | 800–1500 mm | Větší válce snižují frekvenci spojování a zlepšují efektivitu výroby |
Šířka tisku: Odpovídá kapacitě stroje požadavkům trhu
Šířka tisku je jediná nejpůsobivější specifikace pro produkční výstup, protože určuje, kolik hotového papíru se vyrobí na metr pásu procházejícího strojem. Lis o šířce 1600 mm běžící rychlostí 150 m/min vyrobí 1440 m² potištěného papíru za hodinu před rozřezáním. Stejný běh při šířce 1000 mm produkuje pouze 900 m² za hodinu – 37% snížení výkonu při stejné rychlosti stroje. Většina strojů pro hlubotisk na dekorativní papír určených pro výrobu nábytku a podlahových panelů pracuje při šířkách tisku mezi 1250 mm a 1800 mm, což odpovídá standardním šířkám rolí substrátu dodávaných výrobci dekorativního papíru. Širší stroje produkují vyšší výkon, ale vyžadují úměrně těžší a dražší válce, stěrače a otiskovací válce a kladou větší požadavky na infrastrukturu výrobního zařízení.
Registrační systém a přesnost zarovnání barev
Přesnost soutisku – přesnost, s jakou je každá barva umístěna vzhledem k ostatním – je pravděpodobně nejkritičtější specifikací kvality v hlubotisku na dekorativní papír. Moderní profesionální stroje dosahují řízení soutisku s uzavřenou smyčkou pomocí kamerových systémů detekce registračních značek, které monitorují polohu tisku každé barevné stanice v reálném čase a provádějí mikroúpravy polohy válce pomocí servomotorů řízených korekcí. Tyto systémy dokážou detekovat a opravit chyby soutisku o velikosti 0,05 mm nebo méně, přičemž udržují vyrovnání napříč změnami rychlosti, teplotními změnami a změnami válců. Základní nebo starší stroje používající registrační systémy s otevřenou smyčkou se spoléhají na ruční nastavení operátora a nemohou zachovat stejnou přesnost vyrovnání, zejména během období záběhu po změnách rychlosti nebo při vysokých produkčních rychlostech, kde se dynamika pásu stává složitější.
Hlubotiskové válce pro dekorativní papír: Gravírování, specifikace a správa
V dekorativním papírovém hlubotisku je válec nejvýznamnější opakující se nákladovou a kvalitativní proměnnou mimo samotný stroj. Pochopení specifikací válců, metod gravírování a řízení životního cyklu je zásadní pro řízení ekonomiky výroby a udržení kvality tisku.
Způsoby rytí a jejich vliv na tiskový charakter
Pro dekorativní papírové hlubotiskové válce se používají dvě základní metody rytí. Elektromechanické gravírování (EME) využívá hrot s diamantovým hrotem poháněný elektromagnetickým ovladačem k vyřezávání jednotlivých článků do měděného povrchu rychlostí až 8 000 článků za sekundu. Hloubka a šířka doteku se mění, aby se vytvořily buňky různých objemů, což umožňuje gradaci tónů napříč vzorem. Gravírování EME vytváří velmi přesnou geometrii buněk s konzistentním tvarem, což z něj dělá standard pro dekorativní vzory s vysokým rozlišením vyžadující jemné detaily textury – realistické struktury pórů dřeva, zrnitost povrchu kamene a jemné textilní vazby.
Laserové gravírování – konkrétně laserová ablace měděného povrchu – je alternativou prosazující se ve výrobě dekorativních papírových válců. Laserové gravírování umožňuje složitější geometrie buněk, včetně podříznutých buněk a různých tvarů buněk v rámci jednoho válce, což umožňuje vlastnosti uvolňování inkoustu, které EME nemůže replikovat. Laserem gravírované válce mohou dosáhnout tiskových efektů, které více napodobují přirozenou mikrotexturu dřevěných a kamenných povrchů, což je komerčně významné pro aplikace dekorativního papíru nejvyšší třídy. Kapitálové náklady na laserové gravírovací zařízení jsou vyšší než EME, ale provozní náklady na válec jsou nižší a větší geometrická flexibilita nabízí výhody odlišení designu.
Hlasitost buňky a ovládání obrazovky
Objem buňky – měřený v miliardách krychlových mikronů (BCM) na čtvereční palec nebo v krychlových centimetrech na čtvereční metr (cm³/m²) – určuje množství inkoustu naneseného na jednotku plochy potištěného povrchu. Pro dekorativní papírový hlubotisk jsou objemy buněk obvykle vyšší než pro publikační nebo balicí hlubotisk, protože dekorativní papíry vyžadují hustý, neprůhledný inkoustový film, který plně pokrývá bílý základní papír a odolává následným procesům povrchové úpravy včetně impregnace a lisování do laminátů. Plnotónové oblasti dekorativních papírových vzorů obvykle používají buňky s objemy 25–45 BCM, zatímco oblasti zvýraznění a textury používají mělčí buňky 8–18 BCM. Vládnutí obrazovky – počet buněk na lineární palec nebo centimetr – ovlivňuje jemnost detailů, které lze reprodukovat. Dekorativní papírové válce obvykle používají rastrové řádky 70 až 120 řádků na centimetr, s jemnějšími řádky používanými pro reprodukci kresby dřeva a kamene s vysokým rozlišením.
Životní cyklus a regenerace válce
Hlubotiskový válec pro výrobu dekorativního papíru představuje významnou investici – obvykle 3 000 až 15 000 EUR na válec v závislosti na velikosti, složitosti gravírování a na tom, zda je válec vlastněn nebo pronajímán prostřednictvím služby dodavatele válců. Chromovaný povrch, který chrání rytou měď, se postupně opotřebovává kontaktem rakle, přičemž rychlost opotřebení závisí na materiálu rakle, kontaktním tlaku, abrazivitě inkoustu a rychlosti výroby. Dobře spravovaný válec na moderním hlubotisku na dekorativní papír obvykle dosahuje 50 000 až 150 000 lineárních metrů tisku, než opotřebení chromu sníží kvalitu tisku na nepřijatelnou úroveň. V tomto okamžiku je tlaková láhev zbavena chromových a měděných vrstev, znovu poměděna, znovu vyrytá a znovu chromována – cyklus obnovy, který lze opakovat několikrát na stejné ocelové základní trubce, což výrazně snižuje efektivní náklady na životnost tlakové nádoby.
Inkoustové systémy pro hlubotisk na dekorativní papír
Inkoustový systém používaný v dekorativním papírovém hlubotiskovém stroji je kritickou procesní proměnnou, která ovlivňuje kvalitu tisku, barevný gamut, výkon sušení, ekologickou shodu a vhodnost hotového potištěného papíru pro následné kroky zpracování. Při výrobě dekorativního papíru hlubotiskem se používají tři hlavní typy inkoustových systémů.
Hlubotiskové inkousty na bázi rozpouštědla
Inkousty na bázi rozpouštědel historicky dominovaly hlubotisku dekorativního papíru díky jejich rychlé rychlosti schnutí při vysokých rychlostech stroje, vynikající přilnavosti k ošetřeným povrchům papíru, vysoké hustotě barev a silné odolnosti vůči následným vysokoteplotním a vysokotlakým laminovacím procesům, kterými dekorativní papír prochází. Nosič rozpouštědla – typicky toluen, ethylacetát, methylethylketon nebo jejich směsi – se rychle odpařuje v sušícím tunelu, což umožňuje rychlost tisku 200 m/min i na více barevných stanicích. Primárními nevýhodami jsou dopady emisí těkavých organických sloučenin (VOC) na životní prostředí a zdraví při práci, které vyžadují systémy regenerace rozpouštědel (na bázi kondenzace nebo adsorpce aktivního uhlí) a dodržování stále přísnějších předpisů o kvalitě ovzduší. Většina zavedených výrobců dekorativního papíru provozující rozpouštědlové hlubotiskové lisy investovala do integrovaných systémů regenerace rozpouštědel, které regenerují 90–95 % emitovaných rozpouštědel k opětovnému použití, což výrazně snižuje dopad na životní prostředí i náklady na rozpouštědla.
Hlubotiskové inkousty na vodní bázi
Hlubotiskové inkousty na vodní bázi eliminují problémy s emisemi VOC rozpouštědlových systémů a jsou stále více specifikovány výrobci dekorativního papíru, kteří čelí přísnějším ekologickým předpisům nebo se zaměřují na trhy s přísnými požadavky na kvalitu vnitřního vzduchu pro hotové výrobky. Inkousty na vodní bázi pro dekorativní papírový hlubotisk se za poslední desetiletí podstatně zlepšily v hustotě barev, adhezi a rychlosti schnutí, ale stále představují technické problémy ve srovnání s rozpouštědlovými systémy. Odpařovací entalpie vody je výrazně vyšší než u organických rozpouštědel, což vyžaduje buď nižší výrobní rychlosti, delší sušící tunely, vyšší teploty sušárny nebo infračervené doplnění k dosažení ekvivalentního sušení. Inkousty na vodní bázi mají také vyšší povrchové napětí, které ovlivňuje uvolňování inkoustu z hlubotiskových buněk a může vyžadovat úpravu geometrie buněk a nastavení otiskovacího tlaku. Hlubotiskové stroje určené pro provoz s inkoustem na vodní bázi mají vylepšené systémy sušení a modifikované komponenty pro cirkulaci inkoustu vhodné pro vodná média.
Hlubotiskové inkousty vytvrditelné UV zářením
Inkousty vytvrditelné UV zářením jsou vytvrzovány fotochemickým síťováním pod ultrafialovými lampami spíše než odpařováním rozpouštědla, produkují v podstatě nulové emise VOC a téměř okamžité vytvrzení. Nabízejí vynikající odolnost proti otěru a chemikáliím ve vytvrzeném filmu, což je výhodné pro dekorativní papíry, které budou vystaveny přímému mechanickému kontaktu při laminování nebo konečném použití. UV inkousty pro hlubotisk jsou však podstatně dražší než systémy na bázi rozpouštědel nebo vody a inkoustové filmy vytvrzované UV zářením mají různé charakteristiky pružnosti, které je třeba posuzovat vůči deformaci, kterou potištěný papír podstoupí během impregnace a lisování. UV hlubotiskové systémy pro dekorativní papír jsou rostoucím segmentem, zejména pro prémiové a speciální aplikace, ale dosud nevytlačily rozpouštědlové systémy jako dominantní technologii pro běžnou velkoobjemovou výrobu.
Post-tiskové systémy na hlubotiskovém lisu na dekorativní papír
Samotný proces tisku je pouze částí toho, co moderní hlubotiskový stroj na dekorativní papír dělá. U většiny dekorativních papírových produktů jsou do lisu integrovány inline systémy pro úpravu po tisku, které nanášejí funkční nátěry nebo povrchové úpravy bezprostředně po tisku a před konečným navinutím.
Inline lakovací jednotky
Mnoho dekorativních papírových hlubotiskových lisů pro nábytkové a podlahové aplikace zahrnuje jednu nebo více inline potahovacích stanic umístěných za konečnou tiskovou stanicí. Ty aplikují základní nátěr, základní nátěr nebo vrstvu povrchové úpravy na potištěný papír, zatímco je stále v pásu, čímž se eliminuje samostatná operace offline potahování. Mezi běžné inline povlaky pro dekorativní papír patří ochranné povlaky proti rozmazání, které chrání film vytištěné barvy během manipulace s rolí a přepravy, impregnační primery, které předběžně upravují povrch papíru pro konzistentnější absorpci pryskyřice v následných impregnačních procesech, a funkční bariérové povlaky aplikované pro specifické požadavky konečného použití. Inline potahovací jednotka je typicky hlubotisková potahovací stanice používající spíše hladký nebo aniloxový válec než rytý válec, nanášení potahu při řízené hmotnosti potahu přes celou šířku papíru.
Webové inspekční systémy
Inline systémy kontroly pásu využívající řádkové skenovací kamery s vysokým rozlišením a software pro zpracování obrazu jsou standardní součástí moderních hlubotiskových strojů na dekorativní papír. Tyto systémy skenují 100 % tištěného povrchu pásu při plné produkční rychlosti, porovnávají živý tiskový obraz s uloženou referencí a označují vady – chyby soutisku, barevné pruhy, rýhy na stírací noži, značky poškození válce a vady substrátu – v reálném čase. Pozice defektů jsou zaznamenány pomocí webových souřadnic, takže operátoři mohou lokalizovat a posoudit označené oblasti během kontroly převinutí nebo následného zpracování. Citlivost inspekčního systému je nastavitelná tak, aby odpovídala standardu tolerance defektů vyráběného produktu – aplikace s vysoce hodnotným podlahovým papírem obvykle vyžadují přísnější kritéria vad než papír nižší kvality.
Běžné výrobní problémy na hlubotiskových lisech na dekorativní papír a jak je řešit
Pochopení vad, které nejčastěji ovlivňují hlubotisk na dekorativní papír, pomáhá operátorům rychle diagnostikovat problémy a implementovat správná nápravná opatření, čímž se minimalizuje plýtvání a prostoje.
- Pruhy na čepeli doktora (čáry čepele): Jemné podélné šmouhy ve směru stroje způsobené částicemi zachycenými mezi stírací čepelí a povrchem válce, poškození čepele nebo nesprávný kontaktní úhel čepele. Nápravná opatření zahrnují zvýšení amplitudy oscilace lopatek, kontrolu kontaktního tlaku a úhlu lopatek, kontrolu znečištění filtrace inkoustu a kontrolu chromového povrchu válce na důlky nebo drsnost, která zachycuje částice.
- Chybná registrace mezi barvami: Chyby zarovnání barvy k barvě viditelné jako svatozáře, barevné lemování nebo rozmazané okraje vzoru. Způsobeno chybami systému řízení registru, nestabilitou napětí pásu, tepelnou roztažností válců nebo změnou roztažení substrátu. Adresa ověřením, zda jsou cílové objekty registrů čisté a dobře osvětlené, kontrola konzistence napětí pásu v celém stroji, umožnění adekvátní doby zahřívání pro tepelnou stabilizaci a ověření, že obsah vlhkosti substrátu je konzistentní od role k roli.
- Mlžení a sprej inkoustu: Jemné kapičky inkoustu usazené mimo zamýšlenou oblast tisku, nejvíce patrné při vysokých produkčních rychlostech. Příčinou je příliš nízká viskozita inkoustu, příliš vysoký otiskovací tlak nebo příliš nízké povrchové napětí inkoustu. Nápravná opatření zahrnují kontrolu a úpravu viskozity inkoustu podle specifikací, snížení otiskovacího tlaku na minimum požadované pro adekvátní přenos a kontrolu složení inkoustu s dodavatelem inkoustu, pokud problém přetrvává i při několika výměnách válce.
- Vynechané buňky (sněhové vločky): Náhodné světlé skvrny v plných oblastech tisku způsobené tím, že inkoust selhal při přenosu z jednotlivých buněk na substrát. Obvykle je způsobena drsností povrchu papíru nebo nízkou pórovitostí bránící kontaktu s inkoustem, příliš vysokou viskozitou inkoustu, příliš nízkým tlakem nebo kontaminací buněk zaschlým inkoustem. Řešení tím, že zkontrolujete nastavení otiskovacího tlaku, ověříte, že viskozita inkoustu je v rámci specifikací, zkontrolujete hodnoty povrchové energie substrátu a naplánujte čištění válce, pokud existuje podezření na usazování zbytků inkoustu.
- Barevná variace v roli (barevný posun): Postupný posun v hustotě nebo odstínu barvy v průběhu výrobního cyklu, nejčastěji způsobený posunem viskozity inkoustu, jak se rozpouštědlo odpařuje ze zásobníku inkoustu, nebo změnami teploty ovlivňujícími reologii inkoustu. Ověřte, že systém automatického řízení viskozity funguje správně, zkontrolujte, zda je teplota zásobníku inkoustu stabilní, a zkontrolujte rychlost cirkulace inkoustu, abyste se ujistili, že se čerstvý inkoust dostává do zásobníku přiměřenou rychlostí vzhledem ke spotřebě.
- Přerušení webu: Trhání papírového substrátu během tisku, což způsobuje zastavení výroby a plýtvání materiálem. Způsobeno špičkami napětí v důsledku chyb ve spoji, nadměrným otiskovacím tlakem na křehké druhy papíru, defekty papíru v roli substrátu nebo nahromaděním statického náboje způsobujícího odchylku a přehnutí pásu. Zajistěte, aby byla kvalita spoje ověřena před vstupem každého spoje role do lisu, zkontrolujte nastavení otiskovacího tlaku pro lehké třídy papíru, implementujte tyče pro odstranění statické elektřiny na kritických místech dráhy pásu a zkontrolujte certifikaci kvality substrátu od dodavatele papíru.
Hodnocení dodavatelů strojů pro hlubotisk na dekorativní papír
Dekorativní papírový hlubotiskový stroj je mnohamilionová kapitálová investice s životností měřenou v desetiletích. Hodnocení dodavatele si zaslouží úměrnou péči – kvalita stroje, obchodní podmínky a struktura poprodejní podpory – to vše významně ovlivňuje celkové náklady na vlastnictví a provozní úspěšnost investice.
- Referenční instalace v dekorativním papíru konkrétně: Technologie hlubotisku je sdílena napříč aplikacemi obalového, publikačního a dekorativního papíru, ale dodavatel s doloženými zkušenostmi s instalacemi dekorativního papíru rozumí specifickým požadavkům této aplikace – široké tiskové šířky, velkoobjemové inkoustové systémy, integrace inline lakování a standardy kvality v průmyslu dekorativních povrchů. Než se zavážete dodavateli, vyžádejte si reference na provozování instalací dekorativního papíru a domluvte si návštěvy na místě.
- Protokoly akceptačních testů a specifikace garantovaného výkonu: Jakákoli kupní smlouva na stroj pro hlubotisk na dekorativní papír by měla specifikovat podmínky přejímací zkoušky – rychlost výroby, počet barev, jakost papíru, systém inkoustu – a kvantitativní záruky výkonu pro přesnost soutisku, jednotnost barev, účinnost sušičky a míry vad měřené během přejímky. Vágní popisy výkonu ve smlouvě neponechávají žádné možnosti, pokud stroj po instalaci nefunguje správně.
- Dostupnost náhradních dílů a místní servisní pokrytí: Hlubotisk, který je mimo provoz a čeká na výměnu otiskovacího válečkového ložiska nebo součásti řídicí desky, stojí za den mnohem více ztrát ve výrobě než jakékoli úspory dosažené výběrem levnějšího stroje nebo dodavatele se špatnou infrastrukturou náhradních dílů. Potvrďte, že kritické náhradní díly jsou na skladě ve vašem dodavatelském regionu, že dodavatel má vyškolené servisní techniky, kteří se dostanou do vašeho zařízení během 24 až 48 hodin v případě kritických poruch, a že obchodní stabilita dodavatele podporuje servisní vztah delší než deset let.
- Digitální integrace a připravenost na Průmysl 4.0: Moderní instalace dekorativních hlubotiskových lisů na papír se stále více propojují s MES na úrovni závodu (systémy pro provádění výroby) pro plánování výroby, sběr dat o kvalitě a prediktivní údržbu. Potvrďte, že řídicí architektura stroje podporuje OPC-UA nebo ekvivalentní otevřené komunikační protokoly, že výrobní data jsou dostupná ve standardních formátech a že dodavatel má plán pro aktualizace softwaru a rozšíření digitálních možností po dobu životnosti stroje.
- Shoda a certifikace environmentálního systému: Zařízení pro hlubotisk na bázi rozpouštědel vyžadují integrované systémy regenerace rozpouštědel nebo tepelné oxidace, které musí vyhovovat místním ekologickým povolením. Potvrďte, že dodavatel může dodat kompletní systém ochrany životního prostředí jako součást balíku stroje nebo má zavedené integrační partnery, že systém je správně dimenzován pro míru emisí rozpouštědel z lisu při maximální výrobní rychlosti a že dodavatel má zkušenosti s požadavky na povolovací proces ve vaší provozní jurisdikci.
kategorie produktů
Doporučené novinky
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Vysvětlení inspekčního převíjecího stroje: Jak to funguje a na co se zaměřit při nákupu
2026-05-26Jak vlastně funguje hlubotiskový stroj pro materiály na povrchovou úpravu desek na bázi dřeva (a proč na tom záleží)
Doporučené produkty
Rozmanitost modelů pro splnění rozvojových potřeb různých regionů světa.



Napište nám hned teď!
Rychlé odkazy
produkty
Kontaktujte nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, vesnice Qingke, ulice Jincheng, okres Lin'an, město Hangzhou, provincie Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Ochrana osobních údajů
Ochrana osobních údajů