 Angličtina
Angličtina 中文简体
中文简体Hlubotiskový stroj na dekorativní papír: Jak to funguje, klíčové součásti a průvodce nákupem
Co je to hlubotiskový stroj na dekorativní papír?
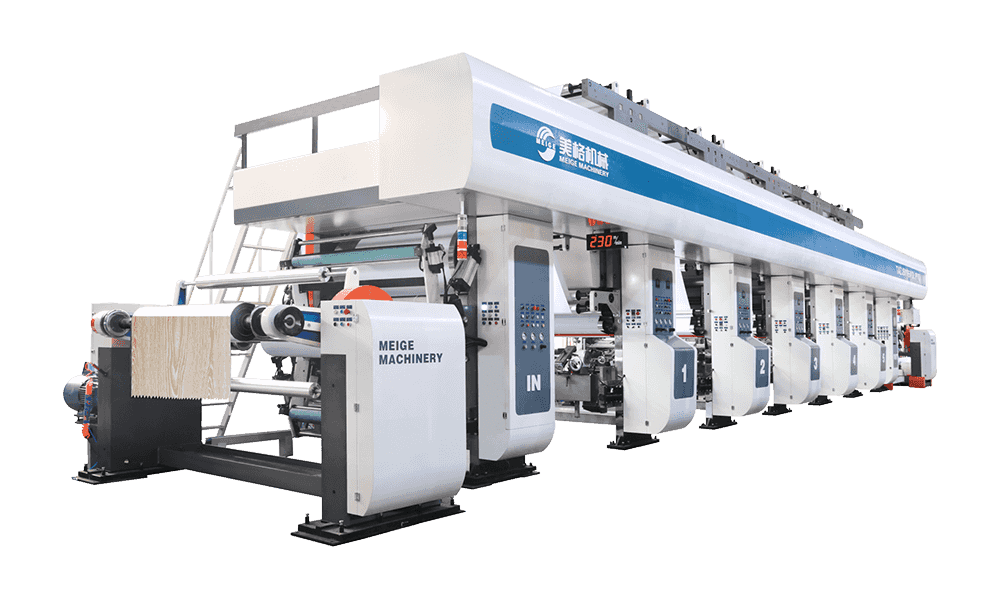
Dekorativní papírový hlubotiskový stroj – také označovaný jako rotační hlubotiskový dekorativní papírový lis nebo hlubotiskový stroj pro dekorativní papír – je vysokorychlostní, přesný kotoučový tiskový systém určený k nanášení povrchových vzorů, textur dřeva, kamenných efektů, vzorů tkanin a abstraktních dekorativních motivů na papírové substráty, které budou nakonec použity jako povrchové překryvy při výrobě nábytku, interiérových panelů, skříní. Potištěný papír je typicky následně impregnován melaminem nebo jinými termosetovými pryskyřicemi za účelem vytvoření hotového dekorativního povrchu, který lze vidět na laminátových podlahových deskách, nábytku z dřevovláknitých desek střední hustoty (MDF), modulárních kuchyňských panelech a podobných produktech.
Hlubotiskový proces – odvozený z italského hlubotisku, což znamená „rytý“ – přenáší inkoust z mikroskopických rytých buněk na povrchu rotujícího měděného válce přímo na pohybující se papír. Hloubka, průměr a hustota těchto buněk určují objem inkoustu nanesený v každém místě, což umožňuje extrémně jemné tonální gradace, ostré opakování vzorů a reprodukci barev ve fotografické kvalitě, která odlišuje dekorativní papír potištěný hlubotiskem od papírů vyrobených flexografickým nebo ofsetovým tiskem. Pro průmysl, kde přesvědčivá textura dřeva nebo kamene musí odolat letům spotřebitelského zkoumání zblízka, není tato úroveň věrnosti tisku volitelná – jde o základní komerční požadavek.
Hlubotiskový proces: Krok za krokem pro dekorativní papír
Pochopení posloupnosti operací v a dekorativní papírový hlubotiskový stroj objasňuje, proč jsou konkrétní součásti stroje konstruovány tak, jak jsou, a jaké parametry procesu nejvíce přímo ovlivňují výslednou kvalitu tisku.
Odvíjení webu a kontrola napětí
Tiskový proces začíná na odvíjecím stojanu, kde je namontována hlavní role základního dekorativního papíru – obvykle základní papír plněný oxidem titaničitým o plošné hmotnosti 60 až 150 g/m² – a přiváděna do lisu s kontrolovaným napětím. Kontrola napětí pásu na odvíjecí stanici je kritická, protože dekorativní základní papíry jsou vysoce citlivé na změny napětí: příliš malé napětí umožňuje pásu třepetat se a toulat se do stran, což způsobuje chyby soutisku mezi barevnými stanicemi; příliš velké napětí natahuje papír, deformuje vytištěný vzor a způsobuje přetržení pásu. Moderní hlubotiskové lisy na dekorativní papír používají systémy řízení napětí válců s uzavřenou smyčkou nebo siloměr, které udržují napětí pásu v rozmezí ±2–5 N/m po celou dobu výroby.
Aplikace inkoustu na každé tiskové jednotce
Každá barva v dekorativním designu je vytištěna na vyhrazené tiskové jednotce sestávající ze tří primárních součástí: hlubotiskového válce, inkoustové misky a škrabky. Hlubotiskový válec se otáčí částečně ponořený v inkoustové misce a zaplavuje jeho vyrytou buněčnou strukturu inkoustem. Když se válec otáčí z inkoustové misky, přesně broušená stěrka – obvykle z tvrzené oceli nebo s keramickým hrotem – přejíždí po povrchu válce, odstraňuje veškerý inkoust z negravírovaných oblastí a ponechá inkoust pouze ve zapuštěných buňkách. Válec se poté dostane do kontaktu s papírovým pásem v otiskovací štěrbině, kde pogumovaný otiskový válec přitlačí papír řízenou silou k povrchu válce, vytáhne inkoust z buněk kapilárním působením a přenese jej na papírový substrát.
Sušení mezi barevnými stanicemi
Mezi každou po sobě jdoucí tiskovou jednotkou prochází čerstvě nabarvený papírový pás sušárnou – nejčastěji horkovzdušným nárazovým tunelem nebo infračervenou sušárnou – k odpaření rozpouštědla nebo vodního nosiče z naneseného inkoustu před nanesením další barvy. Neúplné sušení mezi stanicemi způsobuje sesbírání inkoustu (kde se mokrý inkoust z předchozí stanice přenese na další válec místo toho, aby zůstal na papíře), kontaminaci barvy a zablokování pásu na převíjecích rolích. Účinnost sušení přímo omezuje rychlost výroby: maximální rychlost tisku je rychlost, při které může sušička plně vytvrdit každou vrstvu inkoustu v rámci dostupné doby prodlevy v sekci sušičky.
Vícebarevná registrace
Realistický vzor dřeva nebo mramoru v dekorativním papíru obvykle vyžaduje 4 až 8 samostatných barevných separací, z nichž každá je vytištěna na samostatné jednotce v přesném souladu se všemi ostatními barvami. Chyby soutisku o velikosti 0,1–0,2 mm jsou viditelné pouhým okem ve vzorech kresby dřeva, díky čemuž je kontrola soutisku jedním z technicky nejnáročnějších aspektů hlubotisku na dekorativní papír. Moderní lisy používají systémy automatického řízení soutisku (ARC) založené na CCD kamerách, které nepřetržitě čtou soutiskové značky vytištěné na okraji pásu a provádějí v reálném čase mikrokorekce laterální a obvodové polohy každého válce, aby bylo zachováno přesné zarovnání barev po celou dobu běhu.
Převíjení a dokončování rolí
Po konečné tiskové jednotce a sušičce je hotový dekorovaný papírový pás převíjen na jádra na převíjecí stanici. Ovládání napětí při převíjení musí být stejně přesné jako napětí při odvíjení, aby se zabránilo teleskopickému, hvězdicovému nebo zvrásnění hotové role. Mnoho dekorativních hlubotiskových lisů na papír zahrnuje inline systémy kontroly kvality – stroboskopické tiskové inspekční kamery nebo spektrofotometrické hlavy pro měření barev – na převíjecí stanici, aby se označovaly defekty, jako jsou šmouhy na ostří, ucpávání buněk válce, posun hustoty barev nebo posuny soutisku, než je vadný materiál navinut do hotové role.
Základní součásti hlubotiskového stroje na dekorativní papír
Technická kvalita jednotlivých součástí stroje přímo určuje kvalitu tisku, dobu provozuschopnosti stroje a celkové náklady na vlastnictví po dobu životnosti zařízení. Následují komponenty, které nejvýrazněji odlišují prémiové hlubotiskové stroje na dekorativní papír od alternativ nižších specifikací.
Hlubotiskové válce
Hlubotiskový válec je srdcem tiskového procesu a komponentou, která určuje strop kvality tisku více než jakýkoli jiný prvek. V dekorativním papírovém hlubotisku jsou válce obvykle konstruovány z ocelové základny s elektrolyticky nanesenou měděnou vrstvou (tloušťka 80–200 mikronů), na které je vyryt vzor buňky buď pomocí elektromechanického gravírování (založeného na stylusu, vytvářející buňky ve tvaru diamantu) nebo laserového gravírování (produkující všestrannější tvary buněk a jemnější rozlišení). Po gravírování je měděný povrch pochromován na tvrdost 900–1000 HV, aby odolal opotřebení ostří, přičemž tloušťka vrstvy chromu 6–8 mikronů je standardem pro dekorativní papíry.
Specifikace geometrie buněk pro dekorativní papírové válce se obvykle pohybují od 150 do 200 řádků na centimetr rastru, s hloubkou buněk 20 až 55 mikronů v závislosti na reprodukované barvě a tónové hodnotě. Přesná geometrie buněk je kritická: odchylky v hloubce buněk dokonce 2–3 mikrony vytvářejí měřitelné rozdíly v hustotě barev, které se projevují jako viditelné pruhy nebo tonální nerovnosti v plochách s plochým odstínem tištěného návrhu.
Systém Doctor Blade
Sestava stěrače drží a umísťuje stěrač proti rotujícímu hlubotiskovému válci pod přesně řízeným kontaktním úhlem (typicky 55°–65° pro aplikace dekorativního papíru) a kontaktním tlakem. Čepel musí udržovat stejnoměrný kontakt po celé šířce tisku – která může u širokoformátových tiskových strojů na dekorativní papír dosahovat 2 200–2 800 mm – aniž by dovolila inkoustu unikat v jakémkoli místě a zároveň nevyvíjela nadměrný tlak, který urychluje opotřebení chromovaného válce. Moderní držáky nožů používají pneumatické nebo pružinové upínací mechanismy čepele s jemným nastavením úhlu čepele a kontaktního tlaku a obsahují oscilační pohony, které během tisku posouvají sestavu čepele do strany o 5–15 mm, aby se zabránilo lokalizovanému opotřebení čepele a válce.
Impression Roller
Otiskovací válec tlačí papírový pás proti hlubotiskovému válci v tiskové štěrbině, aby se usnadnil přenos barvy. Pro aplikace s dekorativním papírem jsou otiskovací válce obvykle potaženy polyuretanovou pryží o tvrdosti 60–80 Shore A, zvolenou tak, aby poskytovala dostatečnou poddajnost k zajištění rovnoměrného tlaku ve svěru po celé šířce pásu a zároveň byla odolná vůči agresivním rozpouštědlům v hlubotiskových barvách. Profilování koruny otiskovacího válce – mírné zvětšení průměru válce směrem ke středu, aby se kompenzovalo vychýlení při zatížení sevřením – je u širokopásmových dekorativních papírů zásadní pro udržení rovnoměrného tiskového tlaku po celé šířce substrátu.
Systém řízení cirkulace inkoustu a viskozity
Viskozita hlubotiskového inkoustu přímo řídí hmotnost inkoustového filmu, hustotu barev a zisk bodu v tištěném obrazu. Jak se rozpouštědlo odpařuje z inkoustové misky během tisku, viskozita stoupá, což zvyšuje hustotu barev a může způsobit chvění čepele nebo ucpávání buněk. Automatizované systémy řízení viskozity inkoustu nepřetržitě monitorují viskozitu inkoustu pomocí in-line viskozimetrů (typicky na bázi efluxní nádobky nebo rotačního viskozimetru) a dávkují čerstvé rozpouštědlo do misky s inkoustem pomocí dávkovacích čerpadel, aby se viskozita udržela v toleranci ±1–2 sekundy od cílové hodnoty po celou dobu tisku. Teplota inkoustu také významně ovlivňuje viskozitu a některé vysoce specifické lisy obsahují systémy pro úpravu teploty inkoustu, které eliminují výkyvy viskozity způsobené kolísáním okolní teploty během dlouhých výrobních sérií.

Konfigurace strojů: Jednobarevné vs. Vícebarevné lisy
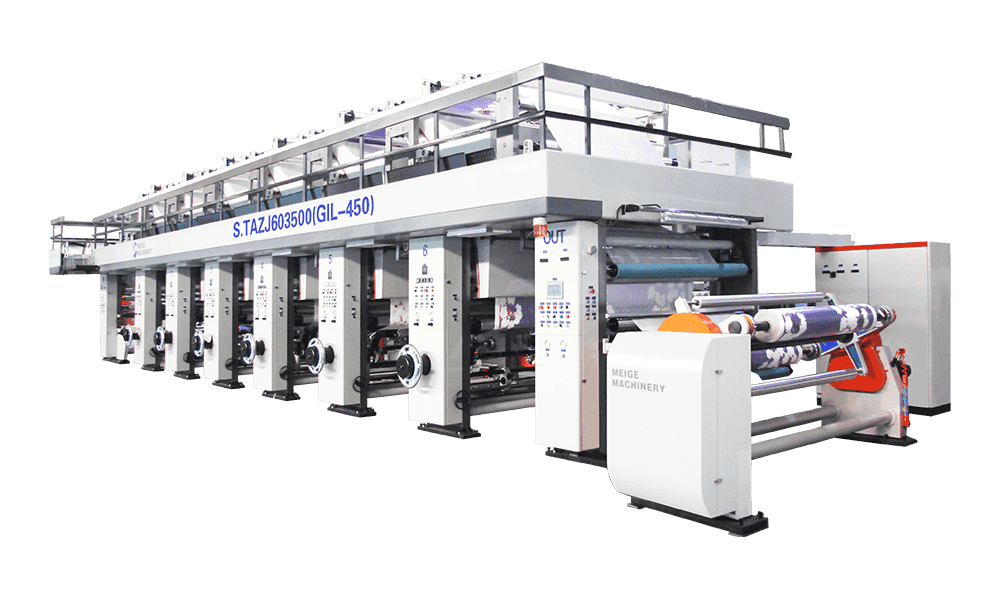
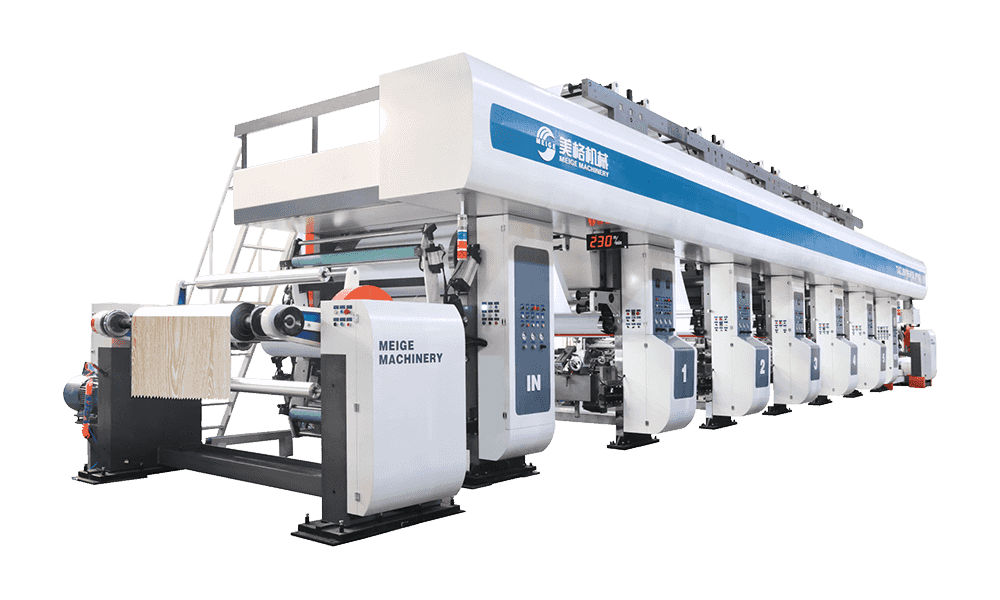
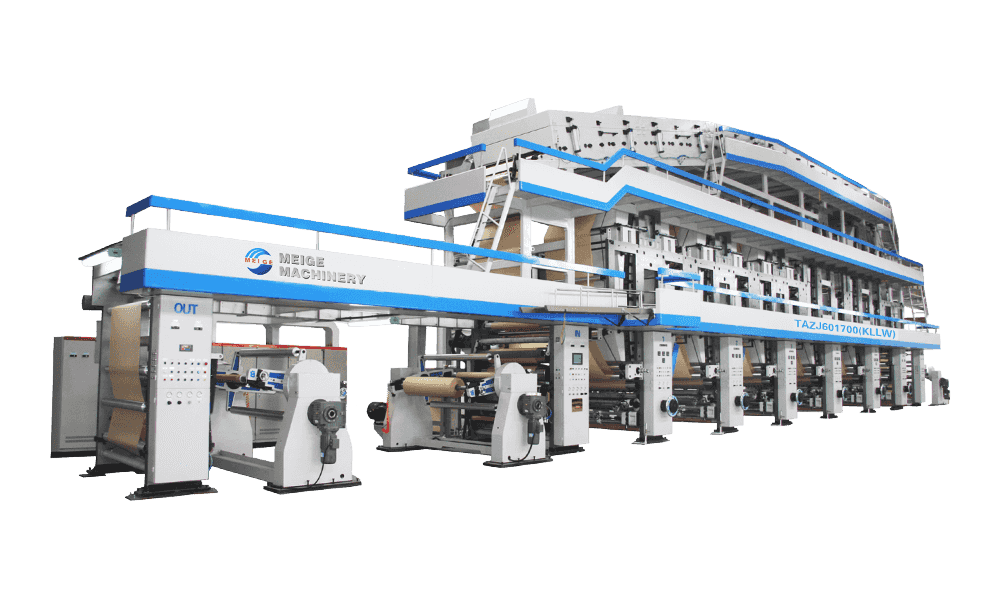
Hlubotiskové stroje na dekorativní papír jsou k dispozici v konfiguracích od jednobarevných nátiskových strojů až po plně produkční stroje s 10 nebo více tiskovými jednotkami. Vhodná konfigurace závisí na složitosti vyráběných dekoračních vzorů a na požadavcích na objem výroby zařízení.
| Konfigurace | Počet jednotek | Typická šířka tisku | Rozsah rychlosti | Primární aplikace |
| Jednojednotková kynárna | 1 | 600–900 mm | 20–60 m/min | Cylinder proofing, R&D |
| 4barevný produkční lis | 4 | 1 300–1 800 mm | 80–150 m/min | Jednoduchá kresba dřeva, jednobarevné provedení |
| 6-barevný výrobní lis | 6 | 1 600–2 200 mm | 100–200 m/min | Komplexní kresba dřeva, kámen, textilní efekty |
| 8–10barevný širokoúhlý tisk | 8–10 | 2 200–2 800 mm | 150–300 m/min | Vysoce věrné fotografické textury, velké opakující se vzory |
Pro výrobce vyrábějící rozmanité portfolio dekorativních vzorů – včetně kresby dřeva, kamenných efektů, fantazijních vzorů a jednobarevných papírů – představuje 6barevný tisk komerčně nejuniverzálnější konfiguraci, která je schopna reprodukovat velkou většinu vzorů standardních na trhu bez investičních a provozních nákladů na stroje s 8 nebo 10 jednotkami. Širokopásmové konfigurace s šířkou tisku nad 2 000 mm jsou primárně opodstatněné pro velkoobjemovou výrobu komoditních vzorů, kde úspory z rozsahu na velkých rolích převažují nad další složitostí správy manipulace se širším pásem.
Inkoustové systémy pro hlubotisk na dekorativní papír
Inkoustový systém používaný na dekorativním hlubotiskovém lisu na papír musí splňovat požadavky, které jdou daleko za jednoduchou věrnost barev. Dekorativní papírové barvy musí vydržet následný impregnační proces — kde je potištěný papír nasycen tekutou melaminformaldehydovou pryskyřicí a následně vytvrzen při teplotách 160–200 °C za vysokého tlaku v laminovacím lisu s krátkým cyklem. Inkousty, které nejsou tepelně stabilní nebo jsou nekompatibilní s impregnační pryskyřicí, budou během lisování vytékat, měnit barvu nebo delaminovat, čímž vzniknou hotové panely s nepřijatelnou kvalitou tisku.
- Hlubotiskové inkousty na bázi rozpouštědla: Historicky dominantní systém pro dekorativní papírový hlubotisk, inkousty na bázi rozpouštědla používají jako nosiče toluen, ethylacetát nebo systémy se směsnými rozpouštědly. Nabízejí rychlé schnutí, vynikající barevnou stálost a dobrou kompatibilitu s melaminovou impregnací. Environmentální a zdravotní předpisy týkající se emisí VOC vedly k významným investicím do systémů regenerace rozpouštědel a snižování emisí na lisech používajících tyto inkousty, což zvyšuje kapitál zařízení a provozní náklady.
- Hlubotiskové barvy na vodní bázi: Inkoustové systémy na vodní bázi, které jsou stále více přijímány jako alternativa s nižším obsahem VOC, vyžadují sofistikovanější návrhy sušiček (typicky vyšší objem vzduchu v kombinaci s infračerveným ohřevem) kvůli vyššímu latentnímu teplu odpařování vody ve srovnání s organickými rozpouštědly. Pokroky ve složení inkoustu do značné míry uzavřely historickou mezeru ve výkonu u solventních inkoustů, pokud jde o brilanci barev, přilnavost a kompatibilitu s impregnací pro dekorativní papíry.
- Tepelně odolné pigmenty: Všechny inkousty pro dekorativní papírový hlubotisk musí obsahovat pigmenty s prokázanou tepelnou stabilitou při teplotách laminovacího lisu. Organické pigmenty náchylné k tepelné degradaci – včetně určitých žlutých a červených pigmentů – musí být nahrazeny výkonnějšími alternativami, jako jsou perylenové červené, dioxazinové fialové nebo nikl azožluté, které si zachovávají barevnou přesnost po celý cyklus laminace.
Klíčové specifikace, které je třeba vyhodnotit při nákupu hlubotisku na dekorativní papír
Výběr správného hlubotiskového stroje pro výrobu dekorativního papíru je kapitálovým rozhodnutím s typickou životností zařízení 15–25 let. Během procesu zadávání veřejných zakázek by měly být systematicky hodnoceny následující specifikace a hodnotící kritéria:
- Maximální šířka webu a šířka tisku: Určete maximální šířku substrátu, na kterou se musí tisknout, na základě formátu vaší nejširší role dekorativního papíru, a potvrďte maximální šířku tisku – která je obvykle o 20–40 mm menší než šířka pásu, aby bylo možné oříznout okraje a oblasti soutiskových značek.
- Maximální rychlost výroby: Kriticky vyhodnoťte uváděné maximální rychlosti – maximální rychlost je komerčně užitečná pouze v případě, že systém sušičky může dosáhnout plného vytvrzení inkoustu při této rychlosti s vaší konkrétní kombinací inkoustu a substrátu. Údaje o výkonu sušení při maximální rychlosti si vyžádejte od výrobce lisu.
- Specifikace přesnosti registrace: Pro aplikace dekorativního papíru požadujte specifikaci přesnosti soutisku ±0,1 mm nebo lepší za podmínek ustáleného provozu. Ověřte tuto specifikaci s odkazem na údaje z nezávislých testů nebo zákaznické reference, spíše než se spoléhat pouze na tvrzení výrobce.
- Čas výměny válce: Při výrobě dekorativního papíru jsou změny vzorů časté. Doba výměny lahví – čas potřebný k odstranění a výměně všech lahví a nastavení pro nový vzor – přímo ovlivňuje efektivitu výroby a minimální ekonomickou délku provozu. Moderní rychlovýměnné systémy cylindrických válců dokážou dosáhnout plné výměny 6 barevných válců za méně než 30 minut.
- Systém regenerace rozpouštědel nebo snižování emisí: Pokud pracujete s inkousty na bázi rozpouštědla, vyhodnoťte, zda je lis navržen pro inline regeneraci rozpouštědel (což snižuje spotřebu surového rozpouštědla a provozní náklady) nebo omezování tepelného oxidačního činidla (které ničí výpary rozpouštědel, ale vytváří provozní náklady ve spotřebě paliva). Potvrďte, že kapacita systému snižování emisí odpovídá maximální rychlosti odpařování rozpouštědla lisu při plné výrobní rychlosti.
- Architektura pohonu a řízení tahu: Ujistěte se, že každá tisková jednotka má nezávislý digitální servopohon s uzavřenou smyčkou řízení napětí mezi jednotkami, spíše než starší architekturu lineárních pohonů, které jsou méně flexibilní a obtížněji se udržují. Servopoháněné lisy nabízejí rychlejší přípravu, lepší stabilitu registru při zrychlování a zpomalování a jednodušší mechanickou údržbu.
- Možnost servisu dodavatele a dostupnost náhradních dílů: U stroje představujícího kapitálovou investici několik milionů USD zhodnoťte pokrytí místním servisním technikem výrobce, závazky týkající se doby odezvy a umístění skladů náhradních dílů. U zařízení v regionech vzdálených od sídla výrobce stroje ověřte, zda jsou kritické náhradní díly – otiskovací válečky, držáky nožů, servopohony – uloženy v regionálních distribučních střediscích nebo musí být odeslány ze země výroby s potenciálně dlouhým celním zpožděním.
Nejlepší postupy údržby pro maximalizaci výkonu a životnosti stroje
Dekorativní papírový hlubotiskový stroj provozovaný v rámci přísného programu preventivní údržby bude trvale překonávat nominálně lepší stroj, který se špatně udržuje. Pro trvalou kvalitu tisku a dostupnost zařízení jsou nejdůležitější následující disciplíny údržby:
- Harmonogram kontroly a výměny nožů: Nože by měly být kontrolovány při každé změně práce a vyměňovány podle plánu s pevným intervalem – obvykle každých 4 až 8 hodin provozu v závislosti na materiálu ostří a tvrdosti chromu válce. Opotřebená nebo odštípnutá stírací čepel se okamžitě projeví jako šmouhy, tonální pruhy nebo únik inkoustu kolem čepele a opožděná výměna neúměrně urychluje opotřebení chromu válce.
- Monitorování stavu otiskovacího válce: Pryžové povrchy otiskovacích válečků by měly být kontrolovány každý týden, zda nejsou glazovány, bobtnání nebo poškození povrchu, a tvrdost válce by měla být testována proti základním měřením podle čtvrtletního plánu. Posun tvrdosti pryže o více než ±5 Shore A od hodnoty specifikace vyžaduje opětovné zakrytí válcem, než bude ovlivněna kvalita tisku.
- Čištění inkoustové vaničky a cirkulačního systému: Kompletní proplachování a čištění inkoustového systému mezi změnami vzoru je nezbytné, aby se zabránilo kontaminaci barev a aglomeraci pigmentu v přívodních potrubích inkoustu a nádobách pro kontrolu viskozity. Vytvořte zdokumentovaný protokol čištění inkoustového systému s definovanými objemy splachování rozpouštědlem a kritérii přijatelnosti zbytkové kontaminace inkoustu před schválením lisu pro další úlohu.
- Údržba sušičky: Trysky horkovzdušného nárazového sušiče a přepážky rozvodu vzduchu by měly být čištěny čtvrtletně, aby se odstranily usazeniny inkoustové mlhy, které snižují rovnoměrnost proudění vzduchu a účinnost sušení. Výkon infračerveného zářiče by měl být každoročně testován a degradované zářiče by měly být vyměněny, aby byla zachována konzistentní hustota energie sušení po celé šířce pásu.
- Kalibrace systému vedení a napínání pásu: Siloměry a vyrovnávací valivá ložiska by měly být kalibrovány a servisovány v půlročním plánu, aby byla zajištěna přesnost měření napětí. Kalibrační drift v systémech řízení napětí je běžnou hlavní příčinou chronické nestability registrace, která je nesprávně připisována problémům s válcem nebo inkoustem během odstraňování problémů.
kategorie produktů
Doporučené novinky
Doporučené produkty
Rozmanitost modelů pro splnění rozvojových potřeb různých regionů světa.



Napište nám hned teď!
Rychlé odkazy
produkty
Kontaktujte nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, vesnice Qingke, ulice Jincheng, okres Lin'an, město Hangzhou, provincie Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Ochrana osobních údajů
Ochrana osobních údajů